






深海裝備用鈦鍛件
發(fā)布日期:2025-2-28 16:15:56

以下是科輝鈦業(yè)關(guān)于深海裝備用鈦鍛件的詳細(xì)分類說明,以獨(dú)立表格形式呈現(xiàn):
1. 定義
| 內(nèi)容 | 描述 |
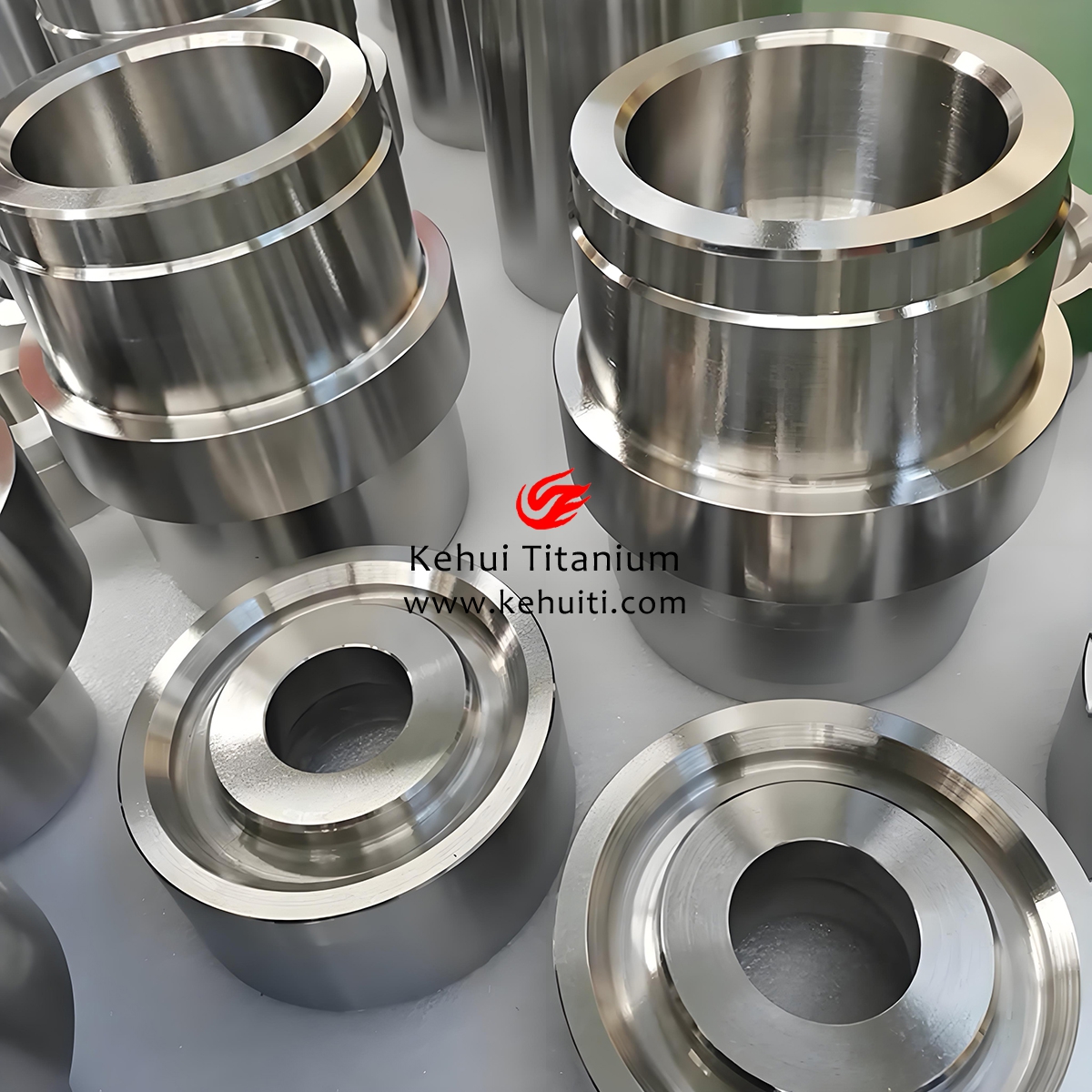
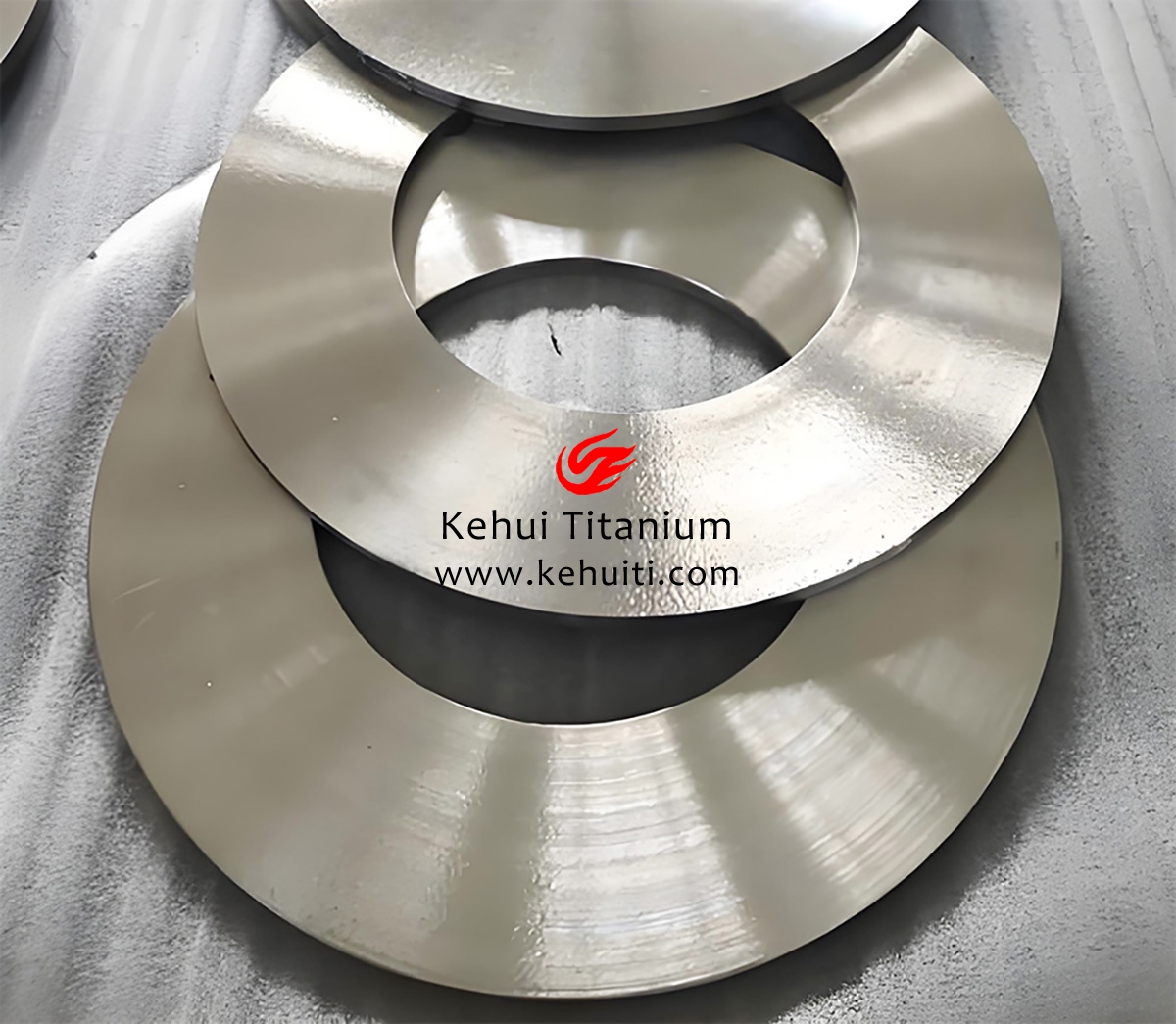
| 深海鈦鍛件定義 | 鈦鍛件指通過熱/冷塑性變形工藝成形的鈦合金部件,具有高強(qiáng)度、耐高壓及抗海水腐蝕特性,專用于深海裝備(如載人深潛器、海底工作站)的耐壓結(jié)構(gòu)。 |
2. 材質(zhì)
| 牌號(hào) | 成分(wt%) | 適用場(chǎng)景 |
| Ti-6Al-4V ELI(TC4 ELI) | Al 5.5-6.5%, V 3.5-4.5%, Ti余量 | 超深水耐壓殼體(>7000米) |
| Ti-5Al-1V-1Sn-1Zr-1Mo(TA32) | Al 4.5-5.5%, Sn 0.8-1.2%, Mo 0.8-1.2% | 深海連接法蘭及閥門 |
| Ti-3Al-2.5V(Gr9) | Al 2.5-3.5%, V 2.0-3.0% | 柔性管纜及液壓系統(tǒng) |
3. 性能特點(diǎn)
| 特性 | 具體表現(xiàn) |
| 抗壓強(qiáng)度 | TC4 ELI屈服強(qiáng)度≥830 MPa,可承受110 MPa水壓(等效11000米水深)。 |
| 耐腐蝕性 | 抗海水腐蝕速率<0.001 mm/年,無點(diǎn)蝕及縫隙腐蝕傾向。 |
| 疲勞壽命 | 高周疲勞極限(107次循環(huán))≥400 MPa(R=0.1)。 |
| 低溫韌性 | -196℃沖擊功≥40 J(適用于海底低溫環(huán)境)。 |
4. 執(zhí)行標(biāo)準(zhǔn)
| 標(biāo)準(zhǔn)類型 | 標(biāo)準(zhǔn)號(hào) | 適用范圍 |
| 中國(guó)國(guó)標(biāo) | GB/T 38976-2020 | 深海裝備用鈦合金鍛件通用技術(shù)條件 |
| 國(guó)際標(biāo)準(zhǔn) | ASTM B381-20 | 鈦及鈦合金鍛件規(guī)范 |
| 船級(jí)社標(biāo)準(zhǔn) | DNVGL-OS-C101 | 深海結(jié)構(gòu)材料認(rèn)證要求 |
| 行業(yè)規(guī)范 | ISO 13628-6 | 海底設(shè)備材料耐壓性能測(cè)試 |
5. 加工工藝
| 工藝步驟 | 關(guān)鍵參數(shù) |
| 鍛造 | 等溫鍛造(β相區(qū):950-1000℃),變形量60-80%,晶粒度≤ASTM 5級(jí)。 |
| 熱處理 | 雙重退火:900℃×2h/空冷 + 550℃×4h/空冷,消除殘余應(yīng)力。 |
| 焊接 | 真空電子束焊接(真空度≤1×10-3 Pa),焊縫強(qiáng)度系數(shù)≥90%。 |
| 表面處理 | 微弧氧化(電壓400-600V)生成10-30μm陶瓷層,抗生物附著。 |
6. 關(guān)鍵技術(shù)
| 技術(shù)領(lǐng)域 | 突破點(diǎn) |
| 大尺寸鍛造 | 多向模鍛技術(shù)實(shí)現(xiàn)直徑≥3m耐壓球殼整體成形。 |
| 抗氫脆設(shè)計(jì) | 添加稀土元素(如La)抑制深海高壓環(huán)境下氫滲透。 |
| 精密成形 | 超塑性成形(SPF)加工復(fù)雜曲面(延伸率≥500%)。 |

7. 加工流程
| 步驟 | 流程說明 |
| 1. 鑄錠制備 | 真空自耗電弧爐(VAR)熔煉成高純鈦錠。 |
| 2. 預(yù)鍛處理 | β相區(qū)開坯,消除鑄造缺陷。 |
| 3. 精密鍛造 | 等溫鍛造成近凈形部件。 |
| 4. 熱處理 | 雙重退火優(yōu)化力學(xué)性能。 |
| 5. 無損檢測(cè) | 超聲+射線檢測(cè)內(nèi)部缺陷(符合ASME V標(biāo)準(zhǔn))。 |
8. 具體應(yīng)用領(lǐng)域
| 應(yīng)用部件 | 功能需求 |
| 載人深潛器耐壓殼體 | 抗110 MPa外壓,實(shí)現(xiàn)萬米級(jí)下潛。 |
| 海底閥門及法蘭 | 耐高壓密封,服役壽命≥30年。 |
| 深海機(jī)器人關(guān)節(jié) | 高比強(qiáng)度(≥250 MPa·cm³/g)與抗蠕變能力。 |
| 海底能源站支架 | 抗洋流沖擊及微生物腐蝕。 |
9. 與其他深海材料對(duì)比
| 材料類型 | 鈦鍛件優(yōu)勢(shì) | 鈦鍛件劣勢(shì) |
| 高強(qiáng)度鋼(HY-100) | 耐腐蝕性提升10倍,無需涂層 | 成本高3-4倍 |
| 鎳基合金(Inconel 625) | 密度低40%,更適合作動(dòng)部件 | 極限強(qiáng)度低15% |
| 復(fù)合材料(碳纖維/環(huán)氧) | 抗疲勞性能更優(yōu) | 耐壓能力不足(<5000米) |

10. 未來發(fā)展新領(lǐng)域
| 方向 | 具體內(nèi)容 |
| 超深水勘探 | 開發(fā)全鈦載人艙(耐受1200大氣壓,等效12000米水深)。 |
| 海底采礦 | 耐磨損鈦合金(如TiB2增強(qiáng))用于機(jī)械臂齒刀。 |
| 氫能儲(chǔ)運(yùn) | 抗氫脆鈦鍛件制造深海高壓儲(chǔ)氫罐。 |
11. 技術(shù)挑戰(zhàn)與前沿攻關(guān)
| 挑戰(zhàn)領(lǐng)域 | 攻關(guān)方向 |
| 超大構(gòu)件成形 | 研發(fā)分段鍛造-真空擴(kuò)散焊整體成型技術(shù)。 |
| 深海生物污損 | 仿生微結(jié)構(gòu)表面抑制藤壺/貝類附著。 |
| 極端環(huán)境測(cè)試 | 建立全尺度深海壓力-溫度耦合試驗(yàn)平臺(tái)。 |
12. 趨勢(shì)展望
| 趨勢(shì) | 預(yù)測(cè)內(nèi)容 |
| 輕量化集成 | 拓?fù)鋬?yōu)化設(shè)計(jì)使耐壓結(jié)構(gòu)減重20%-30%。 |
| 智能化檢測(cè) | 嵌入式光纖傳感器實(shí)時(shí)監(jiān)測(cè)鍛件應(yīng)力狀態(tài)。 |
| 綠色制造 | 鈦屑回收率從70%提升至95%,降低原料成本。 |
以上表格基于深海裝備領(lǐng)域最新技術(shù)標(biāo)準(zhǔn)(如GB/T 38976-2020)及2023年國(guó)際深海工程會(huì)議成果整理,涵蓋鈦鍛件的核心特性、工藝難點(diǎn)及未來發(fā)展方向,適用于深海裝備設(shè)計(jì)、材料選型及制造工藝優(yōu)化參考。
tag標(biāo)簽:深海裝備用鈦鍛件