



發布日期:2025-4-7 9:07:08
TC4鈦合金具有優異的機械性能、高比強度和卓越的抗腐蝕能力,在航空航天、汽車工業、國防工業和醫療器械等領域得到了廣泛應用[1-2]。TC4鈦合金結構件在制造過程中大多需要進行孔加工,其中0.3~3mm的可稱為小孔,當前小孔多采用麻花鉆進行鉆削加工[3]。隨著對零件精度和加工效率要求的不斷提升,該工藝中鉆頭容易變形、磨損嚴重、加工效率低以及孔的質量不易保證等問題日益凸顯[4]。
小孔鉆削加工中,鉆削參數是影響孔鉆削質量及鉆頭壽命的關鍵因素之一[5],鉆削加工過程在封閉或半封閉環境中進行,受制于各種外部條件,會伴有加工不穩定、排屑困難的現象[6-7],由于所需鉆頭直徑小,在鉆削過程中易發生變形振動,導致出現加工精度低、鉆頭磨損嚴重、效率低等問題[8]。KODAMAH等[9]為提高奧氏體不銹鋼小孔加工精度,通過改變階梯進給量、轉速和進給速度,研究了不同鉆削條件對孔加工性能的影響,其結果表明階梯進給量和進給速度的組合可以減少軸向力和縮短鉆削時間,且減小階梯進給量可以有效抑制切削溫度。馮亞洲等[10]進行了TA15鈦合金鉆削試驗,以TA15為對象研究難加工材料深孔鉆削中鉆頭斷屑槽圓弧半徑、機床主軸轉速和進給量在鉆削過程中對切屑形態的影響情況,結果顯示不同條件對切屑形態均有影響。WEIY[11]等研究了CFRP/Ti材料小孔加工中鉆孔參數對小孔質量的影響,其結果表明孔加工質量與進給量有較強的相關性。綜上,研究鉆削參數對鉆削過程中切削力的影響規律具有重要意義。
小孔鉆削過程中的切削力特性可通過鉆頭所受軸向力及扭矩進行研究,蔡榮賓等[12]對9Cr18Mo小孔加工過程中不同刀具結構及鉆削參數對鉆削過程的影響進行研究,發現工藝參數改變對鉆頭溫度、軸向力及扭矩均有很大影響,優選的工藝參數可以提供更好的加工質量。JIABH等[13]通過仿真研究了鉆削TiBw/TC4時切削力、扭矩及鉆削溫度對工件微觀力學性能的影響規律,其結果顯示軸向力為工件破壞的主要原因,當軸向力下降,被加工件微觀結構趨于穩定,損傷減小。朱卓志等[14]通過研究鉆削GFRP時不同工藝參數下的軸向力,進一步揭示了軸向力對加工質量的影響規律,結果顯示降低軸向力可以有效改善孔加工質量。
綜上所述,當前針對鈦合金小孔鉆削加工的研究相對較少,以TC4鈦合金為對象,通過研究主要鉆削工藝參數對鉆削小孔時軸向力和扭矩的影響規律,揭示鈦合金小孔加工特性,對提高鈦合金零件中小孔的制造精度和加工效率具有重要意義。
1、TC4鈦合金小孔鉆削試驗條件
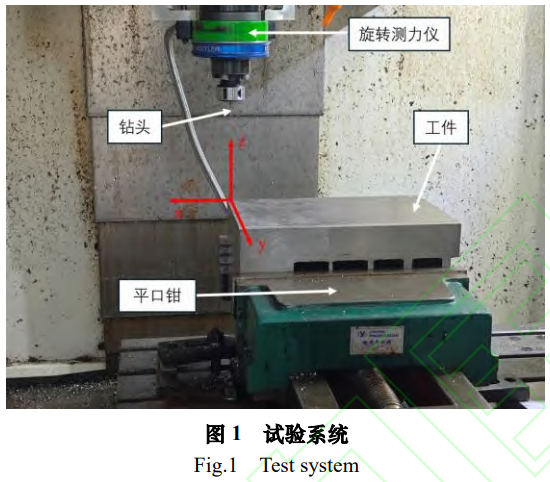
如圖1所示,鉆削試驗在VMC850E立式數控加工中心上進行,選擇TC4鈦合金厚板為鉆削樣件,材料力學性能參數:密度為4400kg/cm3、彈性模量為110GPa、硬度為36HRC、屈服強度為834MPa、拉伸強度為932MPa;樣件尺寸參數:300mm×190mm×130mm。用平口鉗進行裝夾在機床工作臺上,采用奇石樂9123C1011旋轉測力儀測量鉆削過程中的軸向力及扭矩。
旋轉測力儀測得的信號通過信號放大和轉換裝置被轉換成數據進行分析處理,切削力信號放大設備選用5223B型多通道電荷放大器,其與數據采集卡和安裝有數據處理軟件的電腦一并連接組成數據處理系統,鉆削力測量系統配置及原理如圖2所示。

2、小孔鉆削正交試驗
2.1正交試驗方案設計
以鉆頭直徑d、鉆削速度vc和進給量fn這3個鉆削參數作為正交試驗的因素。見表1,鉆頭直徑按小孔鉆削的需求選取2.0mm、2.1mm和2.2mm,對應鉆頭型號及幾何參數見表2。根據TC4材料的鉆削加工性分別選取鉆削速度和進給量的3個水平值,研究鉆削TC4小孔時主要鉆削參數對軸向力及扭矩的影響規律。

2.2正交試驗結果
按照表2參數對TC4樣件進行小孔鉆削試驗,以d=2.0mm,vc=15m/min,fn=0.02mm/r鉆削工藝參數為例,測量信號轉換為數據后,軸向力及扭矩結果如圖3、圖4所示。取軸向力、扭矩曲線中平穩數據(圖3、圖4中方框區域)作為目標數據進行零點漂移去除和均化處理,可得出軸向力Fz=644.42N,扭矩Mz=0.913N.m。


由圖3、圖4可以看出,隨著鉆削持續深入,軸向力基本保持同一水平線上下浮動;扭矩在加載初期保持較平穩波動,隨著鉆削深度增加,產生大量切屑堆積堵塞鉆頭運動空間,伴隨鉆頭磨損出現,扭矩逐漸增大。
按表1方案進行正交試驗,得到軸向力與扭矩結果見表3。

2.3正交試驗極差分析
對表3中試驗得到的軸向力進行極差分析,結果見表4,鉆削參數對軸向力的影響程度由大到小為:鉆頭直徑d>進給量fn>鉆削速度vc,且鉆削速度對軸向力的影響遠低于鉆頭直徑和進給量兩個因素。

圖5所示軸向力雷達圖更直觀地反映了軸向力在不同因素下各水平均值的差異情況。各因素在不同水平均值所構成的三角形越接近等邊三角形,相應極差越小,說明該因素對軸向力影響程度較低,反之若三角形越不規則,相應極差越大,則該因素對軸向力影響程度越劇烈。圖5中鉆削速度所構成的三角形接近等邊三角形,對軸向力影響程度最小,鉆頭直徑所構成的三角形在水平3處出現明顯尖角,對軸向力影響程度最大。

表5所示為扭矩的極差分析結果,圖6為其雷達圖。鉆削參數對扭矩的影響規律與軸向力基本一致,鉆削速度對扭矩影響程度最小,鉆頭直徑對扭矩影響程度最大。

2.4正交試驗方差分析
對表3中試驗結果進行方差分析,臨界值F取F0.01(2,2)=99.0,F0.05(2,2)=19.0,對所得軸向力、扭矩方差分析結果見表6、表7。
通過表6對各因素對軸向力影響的顯著性進行分析。鉆頭直徑對軸向力的影響顯著。雖然進給量和鉆削速度的影響均表現為不顯著,但鉆削速度對軸向力的影響更小,且遠低于進給量的影響。方差分析結果與極差分析結果一致。

由表7可得,扭矩方差分析結果與軸向力結果相似,鉆頭直徑的變化對扭矩的影響顯著,進給量與鉆削速度的影響不顯著,且鉆削速度對扭矩的影響更小。方差分析結果與極差分析結果一致。
3、鉆削單因素試驗及結果分析
通過單因素試驗方法進一步研究鉆削參數對軸向力及扭矩的影響規律。由表4、表5、圖5、圖6可明顯看到,鉆頭直徑d=2.0mm,鉆削速度vc=20m/min,進給量fn=0.02mm/r時軸向力及扭矩最低,由此,選取以上水平值作為不變量進行單因素試驗,試驗結果見表8。


由表8繪制的圖7直觀反映了各單因素對軸向力、扭矩的影響規律。隨著鉆頭直徑的增大,軸向力和扭矩都呈現增大趨勢,且變化幅度趨勢一致。鉆頭直徑越大,其橫刃越長,切削層長度增大,切削層面積增大,導致軸向力及扭矩同步上升。

隨著鉆削速度增大,軸向力和扭矩均呈現先減小后增大的變化趨勢。在鉆削速度為15~20m/min的范圍內,由于鉆削速度的增加,鉆削溫度升高,使工件與刀具接觸區域的TC4產生顯著的高溫軟化,TC4在這一鉆削速度范圍內產生的加工硬化不明顯,高溫軟化效果可完全沖抵掉了加工硬化效果,材料硬度降低,軸向力及扭矩有所下降。在鉆削速度為20~25m/min范圍內,雖然隨著切削溫度增加TC4產生的高溫軟化會進一步增加,但由于TC4材料具有較好的耐高溫性能,高溫軟化效果增加并不明顯,而此時加工硬化會有明顯增大,高溫軟化的增幅不能完全沖抵掉加工硬化的增幅,表現出軸向力及扭矩有所上升。

進給量增加使切削層的寬度增加、面積增大,軸向力增大。同時,切削層寬度增加導致鉆削產生的切屑厚度增大,切屑體積變大,排屑時切屑與孔壁間的擠壓摩擦力也隨之增大,產生更大的排屑阻力,導致扭矩增加,且增幅高于軸向力增幅。
綜上,采用小鉆頭直徑、較低的進給量和適中的鉆削速度可以有效降低TC4小孔鉆削的軸向力和扭矩,減小孔軸心的直線度誤差,提高鉆孔精度。同時,可降低鉆削力和扭矩過大產生的過渡振動、鉆頭折斷等風險。通過單因素試驗分析可知,鉆削速度vc=20m/min是在研究的參數范圍內鉆削TC4小孔的合適切削速度,此時軸向力和扭矩均較低,有利于提高鉆孔質量。
4、軸向力及扭矩經驗公式建立
通過正交試驗結果,分別建立TC4鈦合金小孔鉆削軸向力和扭矩的經驗公式:

對經驗公式進行多元回歸分析,結果見表9。

軸向力及扭矩經驗公式R2值分別為0.918、0.920,均符合0.9<R2<1的擬合度理論,表明該回歸分析擬合度很高,F0.01(3,5)=12.06,方差計算結果中軸向力的F值為30.751,扭矩的F值為31.68,二者皆大于F0.01(3,5)值,證明經驗公式具有顯著性,與實際情況吻合度較高,可以運用其在實際加工中進行鉆削力的預測。
為進一步驗證經驗公式的可靠性,把表1所示的切削參數代入式(1)、式(2)得到軸向力、扭矩的計算結果,并與表4的鉆削試驗結果做對比分析,結果見表10。
由表10繪制的圖8直觀地反映了經驗公式計算結果的誤差情況,軸向力的最大誤差為15.34%,平均誤差7.56%,扭矩的最大誤差為13.71%,平均誤差6.56%。綜上,經驗公式平均誤差小于10%,計算結果與試驗結果符合度較好,可以用于指導實際生產。

5、結語
通過正交試驗及單因素試驗對TC4小孔加工鉆削參數對鉆削過程中軸向力及扭矩的影響規律進行了研究,得到如下結論:
(1)鉆削過程中,鉆頭所受軸向力、扭矩與鉆頭直徑、進給量呈正相關,在鉆削過程中減小鉆頭直徑、降低進給速度、選擇合適的鉆削速度可以有效降低鉆頭軸向力、扭矩,增加小孔鉆削精度。
(2)建立了TC4小孔鉆削軸向力、扭矩的經驗公式。通過多元線性回歸方差分析和與試驗結果對比驗證,得到經驗公式精度較好,可用于指導實際生產。
參考文獻
[1]李蒙,鳳偉中,關蕾,等. 航空航天緊固件用鈦合金材料綜述[J]. 有色金屬材 料與工程, 2018,39(4):49-53.
[2]HUANG L ,WANG S C ,MA H K, et al. Investigation on fatigue performance and microstructure of split sleeve cold expansion of TC4 holes[J]. Engineering Fracture Mechanics, 2024,311:110587.
[3]王健,葛榮雨,魯緒閣.深孔加工技術研究綜述[J/OL]. 制造技術與機床, 1-13 [2024-12-29].http://kns.cnki.net/kcms/detail/11.3398.th.20241216.1347.017.ht ml.
[4]侯忠海,張光德,杜濤. 高強鈦合金小直徑深孔加工工藝[J]. 制造技術與機床, 2014(6):60-64.
[5]陳怡晴,王曉強,田英健,等.CFRP/鈦合金疊層材料鉆削研究進展[J/OL].機械 科學與技術 ,1-12[2024-12-29].https://doi.org/10.13433/j.cnki.1003-8728.202 40106.
[6]BIERMANN D, BLEICHER F, HEISEL U, et al. Deep hole drilling[J]. CIRP Annals, 2018, 67:673-694.
[7]FENG Y ,WANG H X,ZHANG M , et al. Experimental research on hole wall integrity of TiBw/TC4 based on ultrasonic vibration assisted drilling[J]. International Journal of Precision Engineering and Manufacturing, 2020,21(5): 1-12.
[8]韓曉蘭,王凱,劉戰鋒,等. 大長徑比無氧銅深孔鉆削工藝參數多目標優化[J]. 制造技術與機床, 2025(3):112-118.
[9]KODAMA H ,OKUDA K ,YAMAGUCHI T. Experimental research on small-diameter deephole drilling of austenite stainless steel[J]. Materials Science Forum, 2016,874:481-486.
[10]馮亞洲,黃帥澎,劉雁蜀,等.TA15 鈦合金深孔鉆削試驗研究[J].制造技術與 機床,2022(2):39-42.
[11]WEI Y ,AN Q ,MING W , et al. Effect of drilling parameters and tool geometry on drilling performance in drilling carbon fiber–reinforced plastic/titanium alloy stacks[J]. Advances in Mechanical Engineering, 2016,8(9):168781
[12]蔡榮賓,梁志強,陳銳,等.航空噴嘴 9Cr18Mo 小孔鉆削刀具結構與工藝參數 優化[J].組合機床與自動化加工技術,2022(2):115-120.
[13]Jia B H ,Feng Y ,Wang X Y, et al.Research on the drilling micromechanical properties of TiBW/TC4 composites based on drilling force and temperature analysis[J].The International Journal of Advanced Manufacturing Technology, 2019,104(11):931-941.
[14]朱卓志,鄭雷,徐蘇柏,等.GFRP 旋轉超聲套孔加工軸向力試驗研究[J].制造 技術與機床,2022(4):63-68.
第一作者:那春雨,女,1999 年生,碩士研究生, 研究方向為難加工材料與復合材料高效精密加工。E-mail:2275964142@qq.com 通信作者:姜增輝,男,1971 年生,工學博士,教 授,主要研究方向為先進制造技術、高效切削加工技術。E-mail:jzh1022@163.com
tag標簽:TC4鈦合金