



發布日期:2025-4-27 17:41:37
前言
鈦合金因具備密度低、強度高、耐腐蝕和耐高溫等眾多優點,被廣泛地應用于醫療、航空航天、軍工等眾多領域[1]。鈦合金零部件常需要大量的孔和其他結構件進行機械連接,為保證結構件連接強度,對孔的質量和精度提出了較高的要求[2]。鈦合金的高強度、小彈性模量、低熱導率等導致其在鉆削時切削溫度高、切削力大,使得制孔質量較差,且極容易導致鉆孔刀具的急劇磨損[3]。
TROITSKII等[4]對Zn等金屬材料進行脈沖電流輔助拉伸,脈沖電流會促進位錯運動,大幅降低塑性變形區材料的流動應力,提高塑性變形能力,將其現象稱為電致塑性效應[5]。相關研究表明,電致塑性效應是電脈沖的熱效應和非熱效應耦合作用的結果。熱效應由焦耳熱引起,工件溫度短時迅速上升[6];非熱效應指快速流動的電子形成的電子風力,促進原子的擴散,打開位錯間的糾纏,加速位錯湮滅,降低位錯密度[7],熱效應與非熱效應共同降低加工硬化率,提高工件材料塑性。目前,電致塑性效應已應用于拉伸[8] 、壓縮[9]、拉拔[10]和軋制[11]等塑性成形中,取得了良好效果。
在滑動電接觸中,電脈沖能夠通過電弧氧化膜和流動電子,改善滑動電接觸的摩擦磨損行為,特別是能夠顯著降低摩擦系數。YANG等[12]進行0A和250A的滑動摩擦磨損試驗,有電流時的摩擦系數明顯小于無電流摩擦系數。YANG等[13]在非晶碳膜摩擦界面施加平行電流,摩擦系數從0.116降低到0.014,磨合周期明顯縮短。JIANG等[14]對Al2O3/碳鋼施以20V正電壓,氧化膜的遷移使摩擦系數降低了40%。
金屬切削加工過程復雜,涉及大塑性變形和高溫摩擦行為。既然電脈沖能夠提高金屬材料塑性變形能力,降低摩擦副的摩擦系數,那么就應該能夠提高金屬材料的切削加工性能。WANG等[15]進行電脈沖輔助車削不銹鋼AISI304,電脈沖輔助車削可以提高切削區域的塑性變形能力,刀具-切屑接觸區的高溫改善了刀具與工件之間的潤滑性,改變了刀具與工件之間的摩擦狀態。HAMEED[16],EGEA[17],SUN[18]等使用電脈沖輔助切削鋁、碳鋼和高溫合金材料,能夠有效降低刀具磨損,提高工件表面質量。
郝尚東[19]對95WNiCu鎢合金進行了電脈沖輔助銑削,銑削力最大降低了46%,工件表面粗糙度有所下降,刀具磨損變小。
螺旋銑孔作為一種高效制孔工藝,具有較低的切削力和切削溫度、較高的刀具壽命和較小的工件表面粗糙度等優勢[20],而且能夠一次成形鉆削難以加工的大直徑孔。為了提高鈦合金大直徑孔的加工質量,利用電脈沖輔助螺旋銑孔加工Φ18mm鈦合金孔,建立電脈沖輔助螺旋銑孔加工機理,研究電脈沖工藝參數對切削力、切削溫度、表面粗糙度和孔徑精度的影響,并探究電脈沖輔助螺旋銑孔刀具磨損以及對螺旋銑孔加工性能的影響。
1、電脈沖輔助螺旋銑孔機理
螺旋銑孔運動分為刀具圍繞自身軸線的旋轉運動、刀具圍繞孔軸線的旋轉進給運動[21],切削過程包括底刃的連續切削和側刃的斷續切削,底刃連續切削形成連續月牙狀切屑,側刃斷續切削形成斷續切屑,共同組成螺旋銑孔的切屑[22](圖1c)。在電脈沖輔助螺旋銑孔中,脈沖電流在底刃、側刃切削的三個變形區分別形成局部回路,對底刃和側刃切削的影響可以簡化為圖1b。在金屬材料切削過程中,主要存在三個變形區的彈塑性變形行為和第二、三變形區的劇烈摩擦磨損行為[23],根據電致塑性效應及滑動電接觸理論,電脈沖輔助切削過程能夠對金屬材料切削過程的塑性變形和摩擦磨損行為產生有利影響。
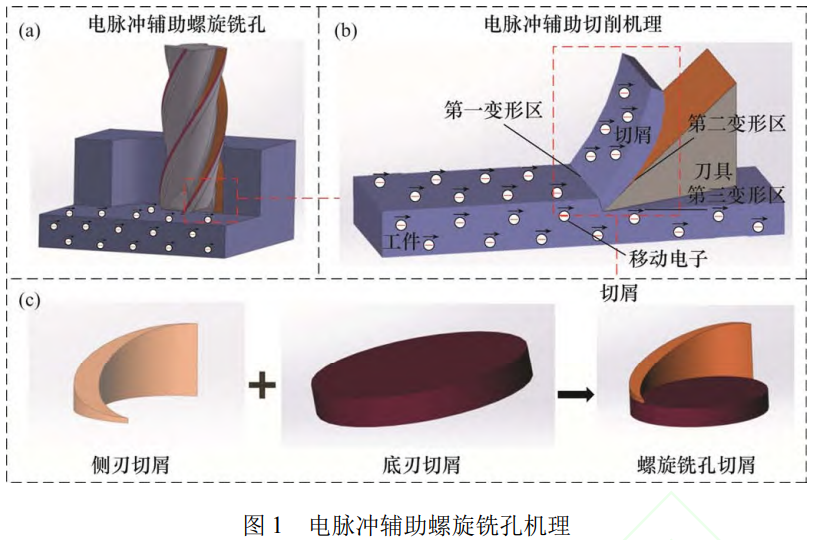
在電脈沖輔助螺旋銑孔中,電致塑性效應使第一變形區切削層材料轉化為切屑所需的流動應力減小、流動應變增大;第二變形區的切屑流經刀具前刀面,第一變形區的大應變能夠降低切屑背面底部材料與刀具前刀面的正應力及摩擦作用,滑動電接觸使切屑底層材料發生電弧氧化,氧化物及快速移動電子減小了摩擦系數,刀具磨損量減小,刀具壽命提高,同時切屑底層材料的摩擦塑性變形在電致塑性效應下流動應變增大,顯著減小切屑厚度,增加切屑的變形系數;第一、第二變形區的流動應力降低,使切削變得更為流暢,第三變形區刀具后刀面與已加工工件表面間的摩擦作用減弱,摩擦系數也會有大幅度減小,工件表面的粘結、撕裂等缺陷顯著減少,此外已加工工件表面材料在電致塑性效應的影響下塑性提高,使得工件表面殘余面積高度下降,為此已加工工件表面粗糙度會有較大減小。
2、試驗設備與試驗設計
2.1試驗材料與刀具
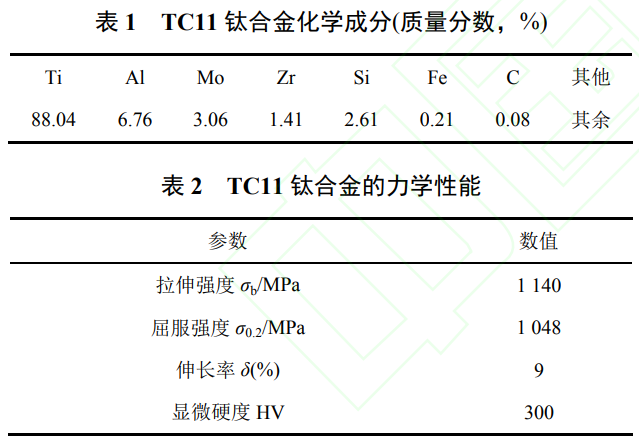
試驗采用尺寸125mm×25mm×17mmα-β型TC11(Ti-6.5Al-3.5Mo-1.5Zr-0.3Si)鈦合金材料工件, 其化學成分和力學性能分別如表1和表2所示。
銑刀選用螺旋角38°的TM-4R4D10.0R0.3整體硬質合金銑刀,涂層材料AICrXN,直徑為10mm。
2.2試驗方案
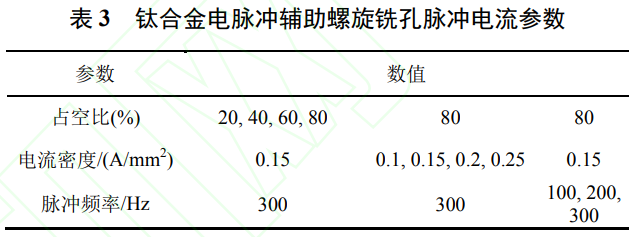
進行單因素傳統螺旋銑孔試驗后,螺旋銑孔的切削參數優選為:主軸轉速1800r/min,切向每齒進給量0.025mm/z,螺距0.2mm[24]。首先開展單因素電脈沖輔助螺旋銑孔試驗,探尋占空比、電流密度和脈沖頻率對鈦合金螺旋銑孔的影響規律,其鈦合金電脈沖螺旋銑孔脈沖電流參數如表3所示。其次選擇最優脈沖電流參數,進行電脈沖輔助螺旋銑孔和普通螺旋銑孔的刀具磨損對比試驗,研究電脈沖螺旋銑孔、普通螺旋銑孔過程中切削力、表面粗糙度和孔徑的變化規律。
螺旋銑孔機床選用VMC850LA數控加工中心,在其上搭建的電脈沖輔助螺旋銑孔試驗平臺,如圖2所示。其平臺由脈沖電源、虎鉗、絕緣板、脈沖電源線、銅條(正負極)和鈦合金塊組成,試驗的電流流向為:脈沖電源正極、左銅條、鈦合金塊、右銅條、脈沖電源負極。絕緣板的主要作用是對機床底座進行絕緣,虎鉗將銅條(正負極)與工件進行固定并保持緊密接觸。

利用SpikeMobile旋轉測力儀(對切削穩定階段的切削力取平均值)、FLIRA325sc長波紅外熱像儀(選取最高切削溫度)、TR200粗糙度測量儀(取樣長度為0.25mm,測量六次取其平均值)和內徑千分尺(在孔徑的入口和出口分別測量三次,取平均值作為最終孔徑值)分別測量切削力、切削溫度、內孔表面粗糙度和孔徑,收集螺旋銑孔產生的切屑,選用HM-FD600E超景深電動顯微鏡觀察切屑形貌、刀具磨損形貌,及測量刀具磨損量。
3、試驗結果與分析
3.1脈沖電流參數的影響
3.1.1切削力
占空比、電流密度和脈沖頻率對切削力的影響如圖3所示。由占空比20%、80%切削力的振動情況可知,在脈沖電流其他參數不變的情況下,占空比越小,脈沖電流的峰值電流越大,切削力下降幅值越大,但是一個脈沖間隔內脈沖電流輔助切削時間占比較小,平均切削力較大;隨著占空比增加,在一個脈沖間隔內脈沖電流輔助切削時間占比增加,但是脈沖電流的峰值逐漸減小,為此平均切削力持續減小[25]。在占空比為80%時,切削力下降幅度最大,與普通螺旋銑孔相比,電脈沖輔助螺旋銑孔的軸向力和徑向力分別下降了32.3%和29.3%。
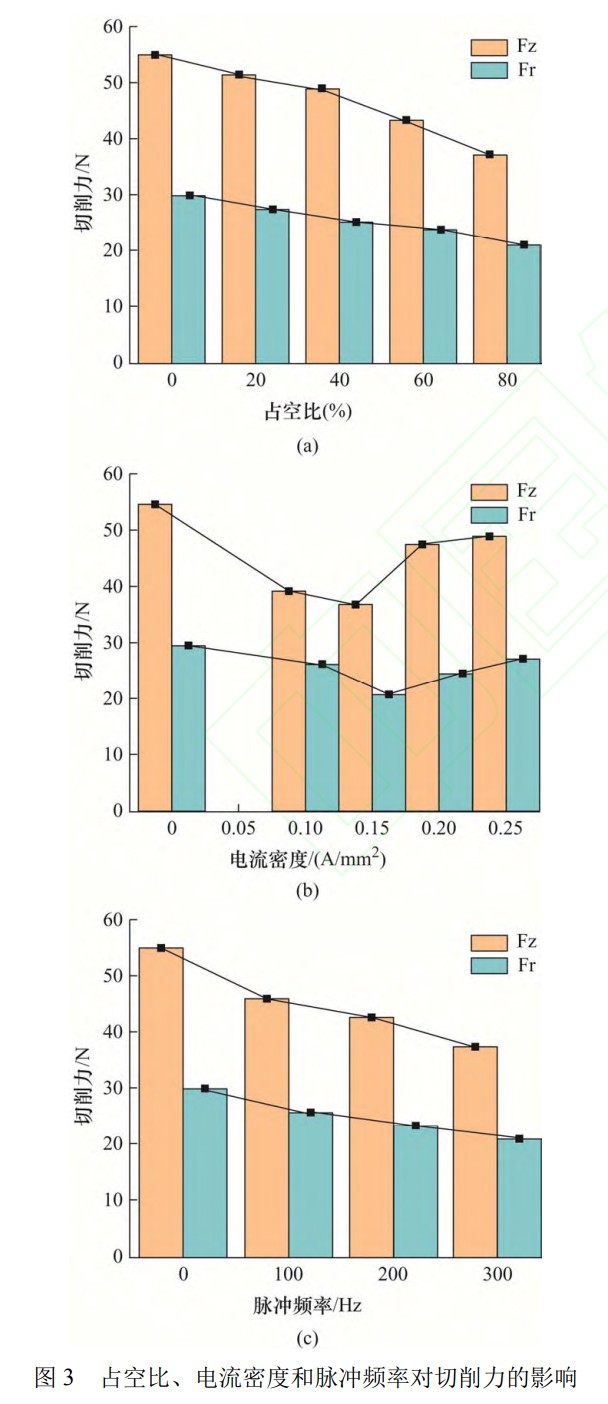
隨電流密度的增大,電子的運動速度增加,電子風力增強使得位錯湮滅增多,主變形區的流變應力降低,同時滑動電接觸改善了刀具-切屑/工件界面的摩擦行為,切削力出現顯著下降。當電流密度大于0.15A/mm2時,雖然非熱效應對鈦合金的化學活性沒有影響,但較大的電流密度增大了切削溫度,使鈦合金的化學活性增強,惡化了刀具-切屑/工件界面的摩擦,造成了切削力上升的現象。
在電脈沖的作用下,金屬材料缺陷晶格間的連接強度受到不平衡電荷的影響[26]。脈沖頻率的增加,能夠影響缺陷晶格的諧頻振動,降低缺陷晶格的連接強度,加強了電致塑性效應,為此切削力出現了線性下降趨勢。
3.1.2切削溫度
鈦合金傳熱系數很低,造成切削溫度較高,能夠惡化鈦合金的化學活性,加劇刀具磨損,降低工件質量,為此切削溫度是鈦合金切削加工中一項重要指標。電脈沖輔助螺旋銑孔的一個優勢在于能夠通過調整脈沖電流參數,削弱熱效應的作用,充分利用非熱效應來提高工件材料的塑性,改善摩擦磨損性能,達到提高鈦合金材料制孔質量的目的。占空比、電流密度和脈沖頻率對切削溫度的影響如圖4所示,在螺旋銑孔中施加脈沖電流,工件會在焦耳熱效應下快速升溫,使其切削溫度明顯高于普通螺旋銑孔的切削溫度。圖4a表明了不同占空比對切削溫度的影響規律。張正義[27]曾發現隨著占空比的增大,材料產生的溫度不斷下降;另外隨著占空比的增加,脈沖電流的峰值下降,兩方面共同促使切削溫度持續下降。
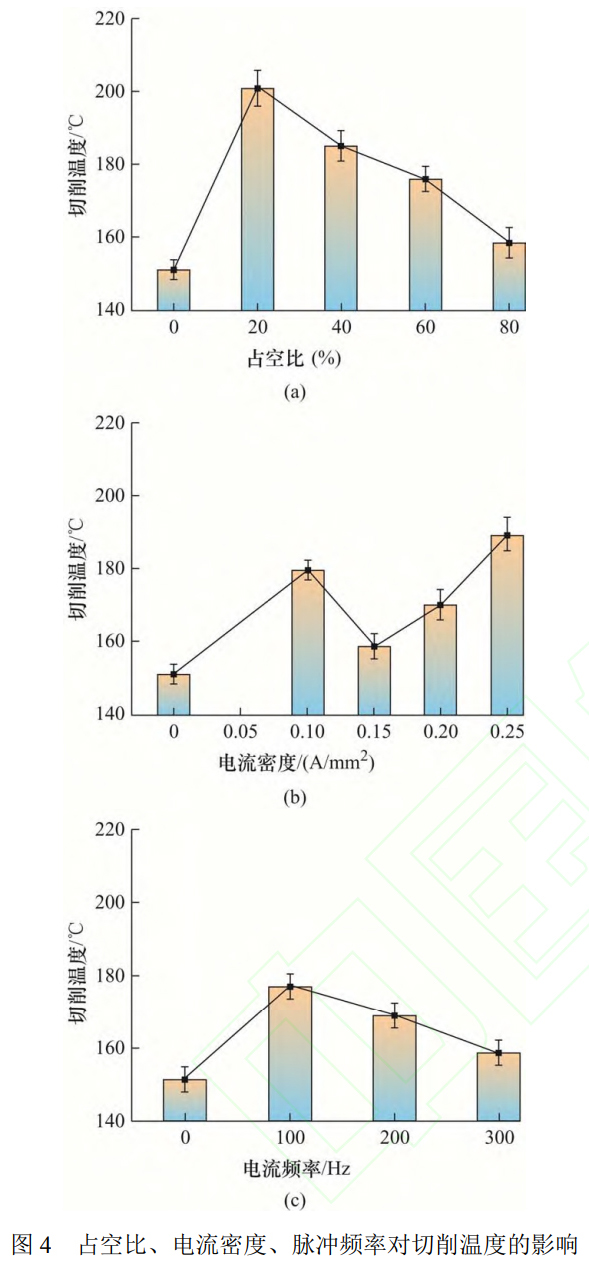
圖4b表明了電流密度對切削溫度的影響規律。螺旋銑孔施加脈沖電流,熱效應的影響使0.10A/mm2切削溫度明顯高于普通螺旋銑孔;當電流密度從0.10A/mm2增大到0.15A/mm2中,強電子風力降低了刀具-切屑/工件間的摩擦系數,降低了第二和第三變形區的摩擦熱,使切削溫度顯著下降;然而當電流密度超過0.15A/mm2時,焦耳熱和電弧熱有較大幅度的增強,使切削溫度隨之上升。
圖4c表明了脈沖頻率對切削溫度的影響規律。
增加脈沖頻率,可以增強原子通量,加速電子運動,有效改善了刀具-切屑/工件界面的摩擦行為,從而降低切削溫度[28]。
3.1.3內孔表面粗糙度
占空比、電流參數和脈沖頻率對內孔表面粗糙度(Ra)的影響如圖5所示。在電脈沖輔助螺旋銑孔過程中,電塑性效應增強了工件表面材料的塑性,能夠降低工件表面的殘余面積高度;刀具-已加工工件表面間的滑動電接觸能夠使已加工工件表面撕裂、粘結等缺陷減少,因此已加工工件表面粗糙度隨脈沖參數的增大而降低。在圖5a占空比20%、圖5b電流密度大于0.15A/mm2時,電脈沖輔助螺旋銑孔的切削溫度升高,增加了工件表面的撕裂、粘結等缺陷,使表面粗糙度值迅速增加。
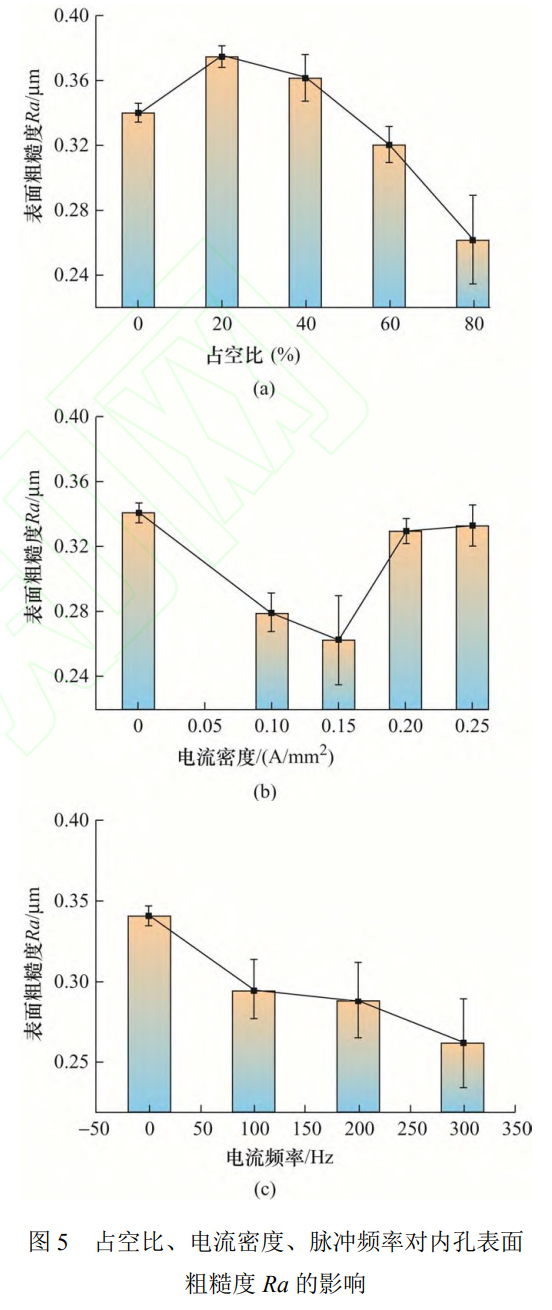
在占空比為80%、電流密度0.15A/mm2和脈沖頻率300Hz時,電脈沖輔助螺旋銑孔可以獲得最小的內孔表面粗糙度值,相比于普通螺旋銑孔,內孔表面粗糙度下降23.1%。在文獻[29]中,超聲振動輔助螺旋銑孔僅降低了不到20%,為此電脈沖輔助螺旋銑孔具有較大優勢。
3.1.4孔徑
脈沖電流參數對內孔孔徑的影響如圖6所示。
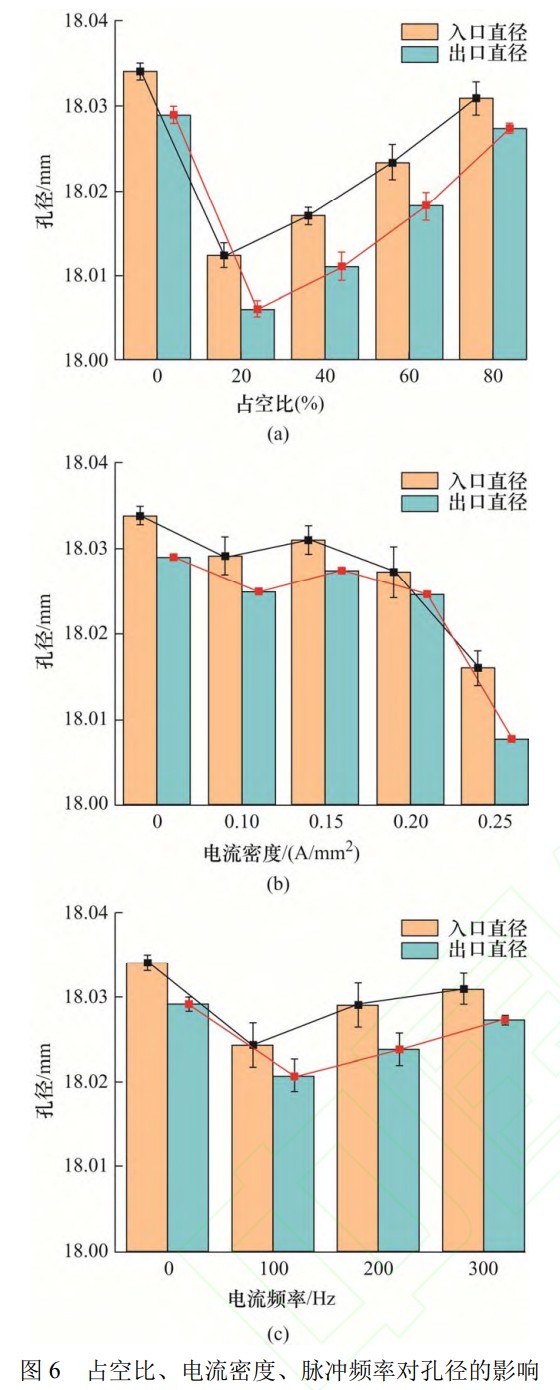
在本試驗中,螺旋銑孔采用的逆時進給,由于刀柄與機床主軸夾具連接處穩定性較差且鈦合金硬度高,銑刀在剛接觸工件進行螺旋銑孔時會出現振動現象,實際螺旋銑孔的孔徑大于理論值。在電脈沖輔助螺旋銑孔過程中,在熱效應和非熱效應共同作用下,工件內孔表面材料塑性提高,有效降低材料流動應力,提高工件材料的塑性變形能力,同時滑動電接觸有效改善了刀具-切屑/工件界面的摩擦,所以電脈沖輔助螺旋銑孔的孔徑小于傳統干螺旋銑孔的孔徑,提高了孔徑精度。此外電脈沖輔助螺旋銑孔中孔徑的變化與切削力中的徑向合力有著直接的關系,所以當占空比增加、電流密度從0.10A/mm2增加到0.15A/mm2、脈沖頻率增加時,徑向合力的減小使得刀具在徑向方向上撓曲變形減小,孔徑變大[30]。
3.1.5切屑形貌
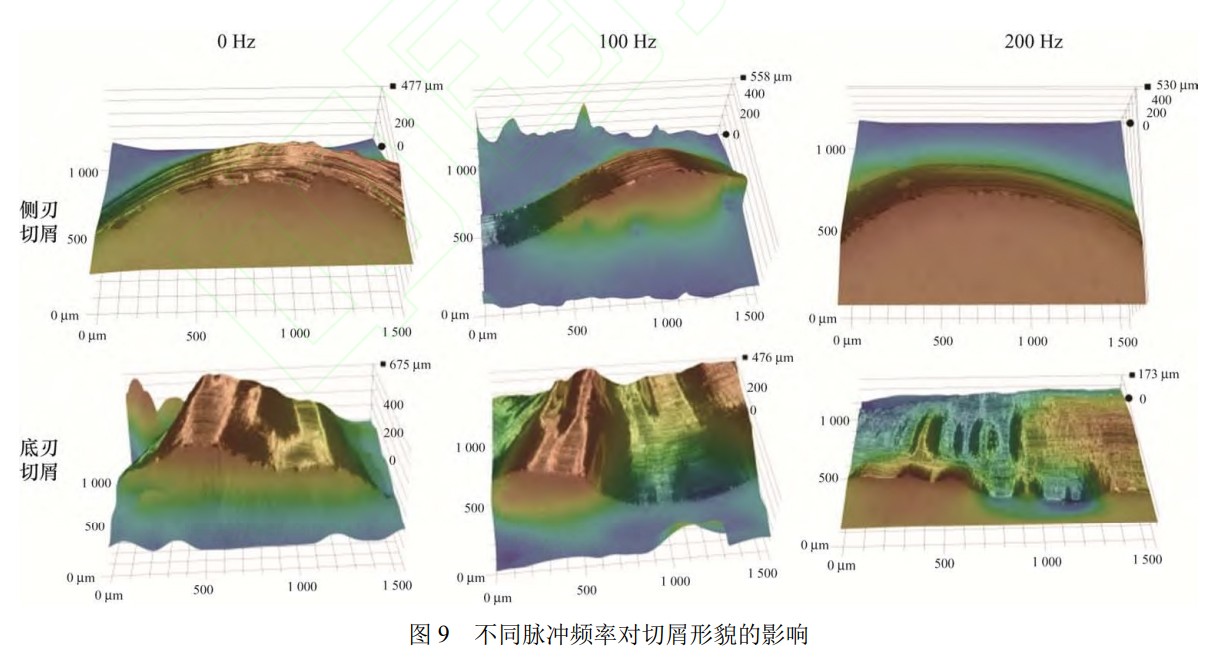
切屑底面形態是刀屑接觸界面經歷摩擦力和高接觸應力造成的塑性流動變形后形成的,良好的刀屑間摩擦行為使切屑背面保持光滑[31]。圖7、8和圖9分別表明了占空比、電流密度和脈沖頻率對側刃切屑形貌、底刃切屑形貌的影響。普通螺旋銑孔的側刃和底刃切屑邊緣有較大的規則毛邊,其形成機理為加工硬化引起切屑底部毛邊的斷裂,同時由于底刃切屑與刀具前刀面的摩擦作用導致底刃切屑背面、自由面間存在較大的溫度差,所以出現一定的卷曲[32]。
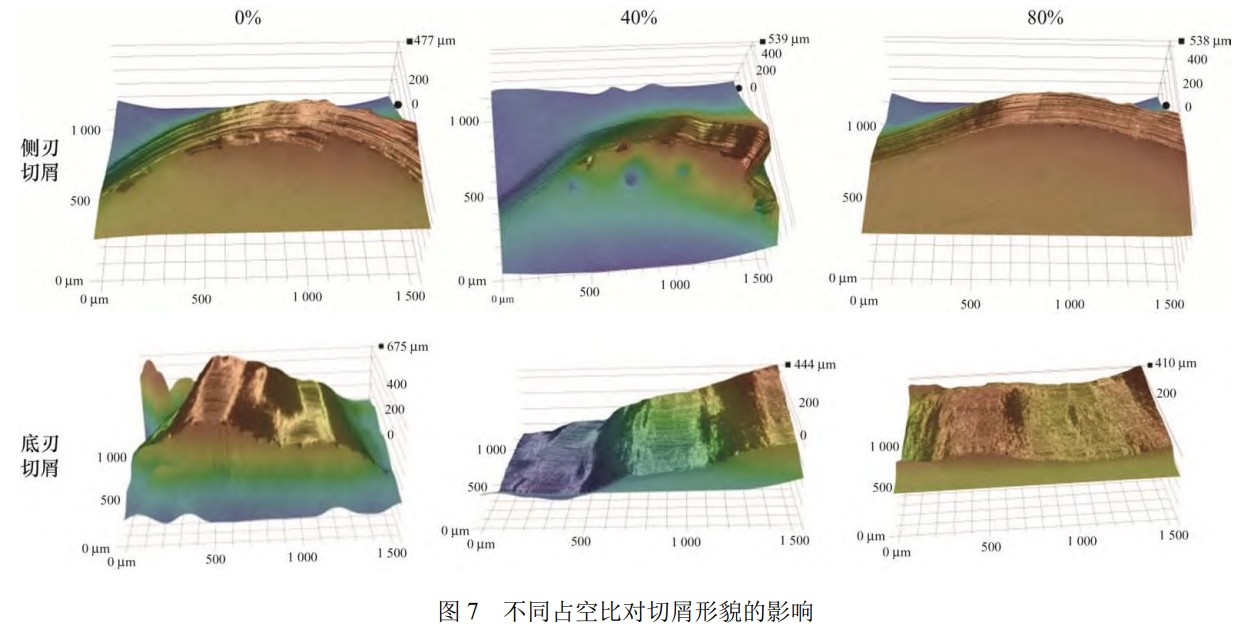
在電脈沖輔助螺旋銑孔中,電致塑性效應對位錯湮滅的促進促使第一變形區引起的切屑加工硬化減弱,側刃切屑和底刃切屑的毛邊逐漸變小且呈一定頻率,形成機理逐漸轉變為塑性斷裂,但是隨著脈沖電流和脈沖頻率的增大,第二變形區的切削溫度進一步提高,切屑邊緣斷裂時兩個切屑邊緣材料出現粘性撕扯,逐漸形成了不規則的較大毛邊。另外,脈沖電流占空比的減小,脈沖電流峰值增大,能夠提高切削溫度,為此切屑邊緣材料的粘性撕扯出現在低占空比下。
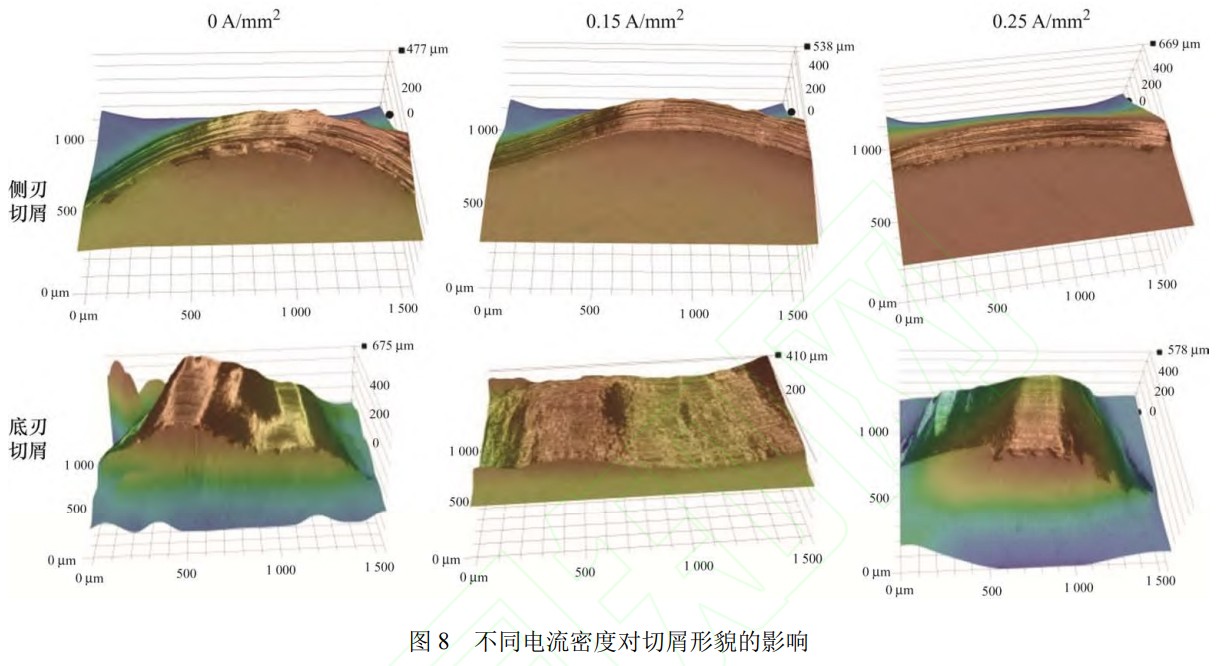
在電脈沖輔助螺旋銑孔中,第一變形區切削層工件材料的流動應變增大,引起切屑厚度要小于普通螺旋銑孔的切屑厚度;在第二變形區內切屑與刀具前刀面的摩擦磨損狀態雖然由于滑動電接觸能夠有所改善,但是第二變形區內切屑背面流動應變得到進一步增加,兩個變形區共同減小了切屑厚度,降低切屑強度,為此在切屑與刀具前刀面摩擦作用下,由圖7、圖8、圖9可以看到側刃切屑、底刃切屑均出現了塑性折疊現象,并且隨著電流密度、脈沖頻率的增大以及占空比的減小,切屑中間部分的塑性折疊增多。
3.2刀具磨損及其對切削加工的影響
3.2.1刀具微觀表面形貌和VB值
在電脈沖輔助螺旋銑孔中,電致塑性效應使工件材料的塑性提高,切削力下降,切削平穩;滑動電接觸有效改善了刀具-切屑/工件界面的摩擦學行為,刀具-切屑/工件界面的摩擦學行為很大程度上決定了刀具磨損情況。從以上電脈沖輔助螺旋銑孔優化脈沖電流參數為:占空比80%、電流密度0.15A/mm2和脈沖頻率300Hz,利用優化電流參數對比有無電脈沖輔助的螺旋銑孔刀具磨損情況。
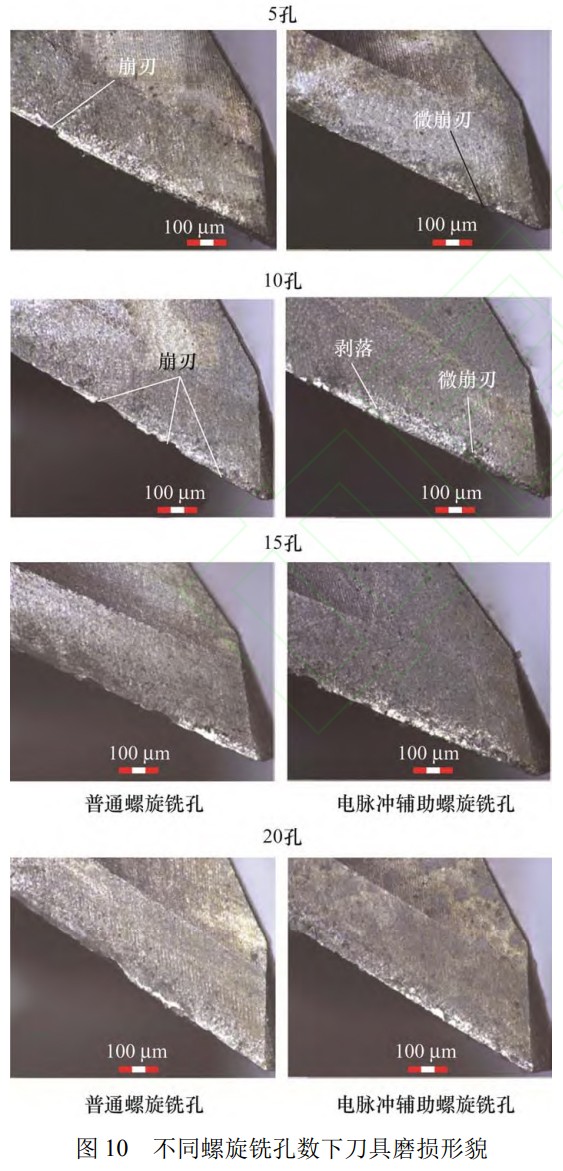
圖10顯示了刀具磨損形貌隨制孔數量變化的情況。螺旋銑孔5孔后,鈦合金的高加工硬化率導致普通螺旋銑孔側刃距離刀尖一個螺距處出現了一處較大崩刃,側刃后刀面有一定的磨損且有較多粘結;在電致塑性效應影響下,電脈沖輔助螺旋銑孔的側刃只有微崩刃,側刃后刀面的磨損和粘結都較少。螺旋銑孔10孔后,普通螺旋銑孔的側刃上出現了多處較大的崩刃;在電脈沖輔助螺旋銑孔中,熱效應的長時間影響下,工件有較大溫升,惡化了鈦合金材料的化學活性,側刃出現了剝落,粘結磨損也有所增多。螺旋銑孔15孔后,普通螺旋銑孔側刃上的崩刃進一步增多且后刀面的磨損增大;電脈沖輔助螺旋銑孔側刃上出現崩刃、微崩刃和剝落現象,相比普通螺旋銑孔刀具磨損要小很多。螺旋銑孔20孔后,普通螺旋銑孔側刃上大部分切削刃發生了崩刃和微崩刃現象;電脈沖輔助螺旋銑孔側刃上的微崩刃和剝落現象雖也有增多,但崩刃依舊較少[33]。
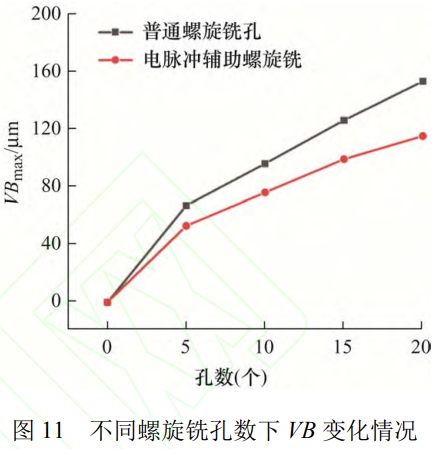
利用銑刀側刃后刀面最大磨損量VBmax衡量銑刀的磨損量,其隨孔數變化情況如圖11所示。鈦合金電脈沖輔助螺旋銑孔刀具磨損量明顯小于普通螺旋銑孔刀具的磨損量。由以上刀具磨損形貌分析可以得到,鈦合金普通螺旋銑孔刀具的主要磨損形式為崩刃,鈦合金電脈沖螺旋銑孔刀具的主要磨損是微崩刃和剝落,其主要原因就是為鈦合金的塑性提高,以及摩擦磨損行為得到明顯改善,降低了切削流動應力,刀具切削刃受到的正應力顯著減少,同時切削更為穩定。
3.2.2切削力
普通螺旋銑孔和電脈沖輔助螺旋銑孔切削力隨孔數的變化情況,如圖12所示。在這兩種加工方式下,隨著螺旋銑孔數目的增加,在前4個孔加工時,銑刀處于磨合階段,屬于初期磨損,刀具磨損量增加較快,軸向力和徑向合力一直在快速增大。螺旋銑孔到第6個孔時,軸向力和徑向合力不斷下降,刀具磨損逐漸進入穩定磨損階段,軸向力和徑向合力不斷下降;隨著螺旋銑孔數目到達一定數量后,刀具已經進入了穩定磨損階段,普通螺旋銑孔軸向力和徑向合力保持緩慢升高,電脈沖輔助螺旋銑孔的軸向力和徑向合力基本保持恒定。在螺旋銑孔到17個孔時,普通螺旋銑孔刀具進入了劇烈磨損階段,軸向力和徑向合力快速上升,但是電脈沖輔助螺旋銑孔刀具依舊在穩定磨損階段,軸向力和徑向力基本保持不變。
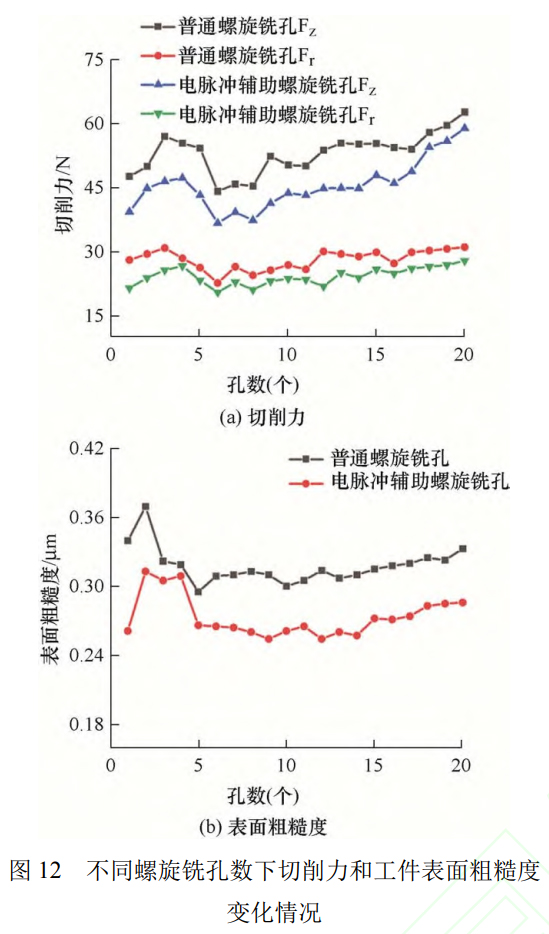
3.2.3表面粗糙度
普通螺旋銑孔和電脈沖輔助螺旋銑孔表面粗糙度隨孔數的變化情況,如圖13所示。在初期磨損階段,普通螺旋銑孔和電脈沖輔助螺旋銑孔的表面粗糙度先是增長然后下降;在螺旋銑孔5孔到20孔之間,表面粗糙度有一定的上升趨勢,整體變化較為緩慢,電脈沖輔助螺旋銑孔的內孔表面粗糙度值始終低于普通螺旋銑孔的表面粗糙度值,普通螺旋銑孔的表面粗糙度在0.28~0.33μm之間變化,電脈沖輔助螺旋銑孔的表面粗糙度基本在0.23~0.28μm3.2.4孔徑普通螺旋銑孔和電脈沖輔助螺旋銑孔孔徑隨孔數的變化情況,如圖13所示。電脈沖輔助螺旋銑孔的孔徑始終低于普通螺旋銑孔。在切削初期,雖然刀具處于初期磨損階段,刀具磨損迅速增大,引起徑向切削量顯著減少,但是徑向合力一直處于上升階段,為此孔徑有所減小;當繼續進行螺旋銑孔,徑向合力減小,導致孔徑增大。當孔數增加到6個孔后,徑向合力持續增大以及刀具磨損持續增加,引起孔徑呈現連續減小趨勢。
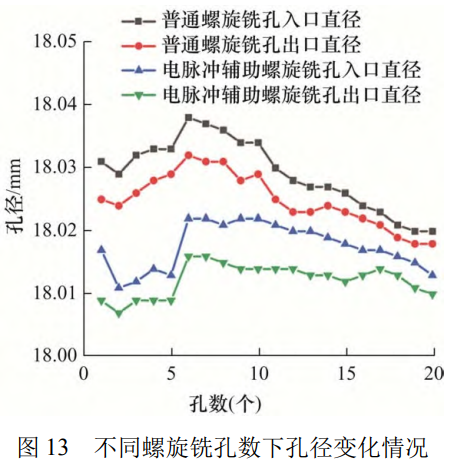
從螺旋銑孔20孔內孔徑的整體變化來看,普通螺旋銑孔的孔徑變化范圍較大,入口孔徑在18.020~18.038mm之間,出口孔徑在18.018~18.032mm之間;電脈沖輔助螺旋銑孔的孔徑變化范圍較小,入口孔徑在18.011~18.022mm之間,出口孔徑在18.007~18.016mm之間,表明電脈沖輔助螺旋銑孔孔徑的誤差集中在較小的范圍內,加工精度穩定。
4、結論
(1)脈沖電流參數中對切削力、切削溫度、表面粗糙度和孔徑影響最大的因素是占空比,最小的影響因素為脈沖頻率。相比于普通螺旋銑孔,電脈沖輔助螺旋銑孔軸向力最大下降了32.3%,徑向合力最大下降了29.3%,工件表面粗糙度最大下降了23.1%。
(2)電脈沖輔助螺旋銑孔孔徑精度明顯提高,切屑邊緣斷裂為塑性斷裂和粘性撕扯,切屑邊緣不規則毛邊減少,但是較大脈沖電流參數會使切屑邊緣相互撕扯,增大切屑邊緣不規則毛邊,同時切屑的流動應變顯著增大,降低了切屑厚度,使切屑出現塑性折疊現象。
(3)普通螺旋銑孔和電脈沖輔助螺旋銑孔進行刀具磨損對比,發現普通螺旋銑孔的磨損形式主要是崩刃磨損,電脈沖輔助螺旋銑孔的磨損形式主要是微崩刃和剝落磨損,從VB值、切削力、表面粗糙度和孔徑等方面表明電脈沖輔助螺旋銑孔有著顯著優越性能。
(4)通過綜合對比傳統螺旋銑孔和電脈沖輔助螺旋銑孔的切削力、切削溫度、表面粗糙度、孔徑、切屑形貌和刀具磨損等,電脈沖輔助螺旋銑孔具有明顯優勢。
參考文獻
[1] KOIZUMI H,TAKEUCHI Y,IMAI H,et al. Application of titanium and titanium alloys to fixed dental prostheses[J]. Journal of Prosthodontic Research,2019,63(3):266-270.
[2] 李春奇,殷俊,傅玉燦,等. 航空疊層材料制孔技術研究現狀與發展趨勢分析[J]. 機械制造與自動化,2015,44(3):24-26,35.
LI Chunqi,YIN Jun,FU Yucan,et al. Analysis of research status and development trend of aerospace lamination material hole making technology[J].Machine Building and Automation,2015,44(3):24-26,35.
[3] HU X,QIAO H,YANG M,et al. Research on milling characteristics of titanium alloy TC4 with variable helical end milling cutter[J]. Machines,2022,10(7):537.
[4] TROITSKII O A. Electroplastic deformation of metal[J]. Strength of Materials,1976,8:1466-1471.
[5] OKAZAKI K,KAGAWA M,CONRAD H. An evaluation of the contributions of skin,pinch and heating effects to the electroplastic effect in titanium[J]. Materials Science and Engineering,1980,45(2):109-116.
[6] HUANG K,CAYRON C,LOGÉ RE. The surprising influence of continuous alternating electric current on recrystallization behavior of a cold-rolled aluminium alloy[J]. Materials Characterization,2017,129:121-126.
[7] FAN YH,FAN HY,HAO ZP. Effect of pulsed current on plastic deformation of Inconel 718 under high strain rate and high temperature conditions[J]. Journal of Alloys and Compounds,2023,943:169150.
[8] OKAZAKI K,KAGAWA M,CONRAD H. Additional results on the electroplastic effect in metals[J]. Scripta Metallurgica,1979,13(4):277-280.
[9] WANG P,WU W,CUI F,et al. Investigation of thermal and mechanical effects during electrically-assisted compression of CoCrFeNiW0.5 high entropy alloy[J]. Materials Characterization,2023,202:112981.
[10] YIN F,MA ST,HU S,et al. Understanding the microstructure evolution and mechanical behavior of titanium alloy during electrically assisted plastic deformation process[J]. Materials Science and Engineering A,2023,869:144815.
[11] LI XP,TANG GY,KUANG J,et al. Effect of current frequency on the mechanical properties,microstructure and texture evolution in AZ31 magnesium alloy strips during electroplastic rolling[J]. Materials Science and Engineering A,2014,612:406-413.
[12] YANG HJ,CHEN GX,GAO GQ,et al. Experimental research on the friction and wear properties of a contact strip of a pantograph–catenary system at the sliding speed
of 350 km/h with electric current[J]. Wear,2015,332:949-955.
[13] YANG Z,HU Z,FAN X,et al. Parallel electricity at friction interface induced fast superlow friction of amorphous carbon films[J]. Applied Surface Science,2022,577:151962.
[14] JIANG HJ,MENG YG,WEN SZ,et al. Effects of external electric fields on frictional behaviors of three kinds of ceramic/metal rubbing couples[J]. Tribology International,1999,32(3):161-166.
[15] WANG H,CHEN L,LIU D,et al. Study on electropulsing assisted turning process for AISI 304 stainless steel[J]. Materials Science and Technology ,2015 ,31(13):1564-1571.
[16] HAMEED S,HENAN A,ROJAS G,et al. Electroplastic cutting influence on powder consumption during drilling process[J]. International Journal of Advanced Manufacturing Technology,2016,87:1835-1841.
[17] EGEA AJS,ROJAS HAG,MONTANA CAM,at al. Effect of electroplastic cutting on the manufacturing process and surface properties[J]. Journal of Materials Processing Techology,2015,222:327-334.
[18] SUN Z,WANG H,YE Y,et al. Effects of electropulsing on the machinability and microstructure of GH4169 superalloy during turning process[J]. International Journal
of Advanced Manufacturing Technology,2018,95:2835-2842.
[19] 郝尚東. 95WNiCu 鎢合金高效銑削實驗研究[D]. 天津:天津職業技術師范大學,2021.
HAO Shangdong. Experimental Study on high efficiency milling of tungsten alloy 95WNiCu[D]. Tianjin:Tianjin University of Technology and Education,2021.
[20] WANG B,ZHAO H,ZHANG F,et al. Comparison of the geometric accuracy of holes made in CFRP/Ti laminate by drilling and helical milling[J]. The International Journal of Advanced Manufacturing Technology,2021,112(11):3343-3350.
[21] 楊國林,董志剛,康仁科,等. 螺旋銑孔技術研究進展[J]. 航空學報,2020,41(7):626611.
YANG Guolin,DONG Zhigang,KANG Renke,et al. Research progress of helical milling technology[J]. Acta Aeronautica et Astronautica Sinica,2020,41(7):626611.
[22] 王歡,董志剛,康仁科,等. 鈦合金螺旋銑孔的切削力和切削溫度試驗研究[J]. 航空制造技術,2016(9):91-97.
WANG Huan,DONG Zhigang,KANG Renke,et al. Experimental Investigation of cutting force and cutting temperature on helical milling of titanium alloy[J]. Aeronautical Manufacturing Technology,2016(9):91-97.
[23] LIANG X,LIU Z,WANG B,et al. Friction behaviors in the metal cutting process:State of the art and future perspectives[J]. International Journal of Extreme Manufacturing,2023,5:012002.
[24] 孫富建,王磊,楊志勇等.TC11 鈦合金大孔徑階梯螺旋銑孔實驗研究[J/OL].機械科學與技術,1-8[2024-02-25]. https://doi.org/10.13433/j.cnki.1003- 8728.20230239.
SUN Fujian , WANG Lei , YANG Zhiyong , et al. Experimental study on large aperture stepped spiral milling of TC11 titanium alloy [J/OL]. Mechanical Science and Technology , 1-8[2024-02-25].https ://doi.org/10.13433/j.cnki.1003-8728.20230239.
[25] ANDRE D,BURKET T,KÖRJENETER F,et al. Investigation of the electroplastic effect using nanoindentation[J]. Materials and Design,2019,183:108153.
[26] KIM MJ,YOON S,PARK S,et al. Elucidating the origin of electroplasticity in metallic materials[J]. Applied Materials Today,2020,21:100874.
[27] 張正義. TC4 鈦合金電致塑性效應機理與本構關系的研究[D]. 秦皇島:燕山大學,2022.
ZHANG Zehngyi. Study on the mechanism of electroplastic effect and constitutive relationship of TC4 titanium alloy[D]. Qinhuangdao:Yanshan University,2022.
[28] ZHU RF,LIU JN,TANG GY,et al. Properties,microstructure and texture evolution of cold rolled Cu strips under electropulsing treatment[J]. Journal of Alloys and Compounds,2012,544,203-208.
[29] CHEN G,REN C,ZOU Y,et al. Mechanism for material removal in ultrasonic vibration helical milling of Ti6Al4V alloy[J]. International Journal of Machine Tools and Manufacture,2019,138:1-13.
[30] 董志剛,高宇,康仁科,等. 鈦合金螺旋銑孔孔徑偏差研究[J]. 航空學報,2021,42(3):423841.
DONG Zhigang,GAO Yu,KANG Renke,et al. Hole diameter deviation in helical milling of titanium alloy[J]. Acta Aeronautica et Astronautica Sinica,2021,42(3):423841.
[31] 張詩曼,黃樹濤,許立福,等. 高速銑削高強度鋼切屑形態及影響因素研究[J]. 工具技術,2021,55(12):19-24.
ZHANG Shiman,HUANG Shutao,XU Lifu,et al. Research on chip morphology and influencing factors during high-speed milling of high-strength steel[J]. Tool Engineering,2021,55(12):19-24.
[32] BOLAR G , ADHIKARI R , NAYAK SN , et al. Assessment of ignition risk in dry helical hole milling of AZ31 magnesium alloy considering the machining temperature and chip morphology[J]. Journal of Manufacturing Processes,2022,77:260-271.
[33] FERNÁNDEZ-VIDAL SR,MAYUET P,RIVERO A,et al. Analysis of the effects of tool wear on dry helical milling of Ti6Al4V alloy[J]. Procedia Engineering,2015,132:593-599.
作者簡介:孫富建(通信作者),男,1986 年出生,博士,副教授,碩士研究生導師。主要研究方向為電脈沖輔助切削加工 E-mail:lancesfj@126.com
梁志強,男,1984 年出生,博士,教授,博士研究生導師。主要研究方向為先進切削磨削與刀具技術、微細加工、微細刀具設計與制造、多場輔助加工、特種機床與裝備
E-mail:liangzhiqiang@bit.edu.cn
魯艷軍,男,1987 年出生,博士,長聘副教授。主要研究方向為難加工材料的干式放電輔助精密切削、磨削技術。
E-mail:luyanjun@szu.edu.cn
tag標簽:TC11鈦合金