



發布日期:2023-9-27 15:52:28
引言
金屬3D打印技術源于20世紀90年代的快速成形工藝(Rapidprototyping,RP),以“離散+堆積”的增材制造理念作為基礎,應用高能粒子束熔化金屬粉末,結合三維實體數字模型逐層制備高性能近全致密金屬零件[1]。粉末金屬3D打印技術主要由激光熔化沉積成形技術(LMD)、激光選區熔化成形技術(SLM)、電子束選區熔化成形技術(SEBM)三種技術組成 [2-5]。相比于精密鑄造、軋制鍛造等傳統工藝,3D打印技術優勢在于:(1)高能粒子束瞬時溫度可達數十萬攝氏度,適于制備鈦合金等難熔金屬零件;(2)屬于近凈成形技術,節省機械加工時間和減少金屬廢料,適于制備難加工、難變形鈦合金零件;(3)增材制造技術理念,無需造型模具即可制備幾何形狀復雜的鈦合金零件,不僅能夠大幅縮短零件從設計到投產的生產周期,并且能夠避免陶瓷夾雜污染;(4)真空或惰性氣體氣氛的制備環境,最大程度地避免氮、氧等雜質氣體對合金性能的影響;(5)精確控制合金成分分布,適于制備雙合金盤等功能梯度材料[6,7]。
鈦合金具有高比強度、低熱膨脹系數、強耐腐蝕性、良好的生物相容性等優點,在航空航天、石油能源、醫療器械、海洋艦船等領域擁有廣闊的應用,并已經形成產業化規模[8-11]。將金屬3D打印技術應用于鈦合金零件制備,不僅能夠顯著提高鈦合金材料利用率,還能克服鈦合金難熔難變形、易受陶瓷坩堝和氣體元素污染的工藝難點,因此具有廣 闊的應用前景。本文對粉末鈦合金3D打印技術的制備原理、成形件特點進行討論,并對近年來相關研究進展進行總結,最后討論了粉末鈦合金3D打印技術市場化現狀及發展趨勢。
1、鈦合金3D打印技術的研究現狀
1.1激光熔化沉積成形技術(LMD)
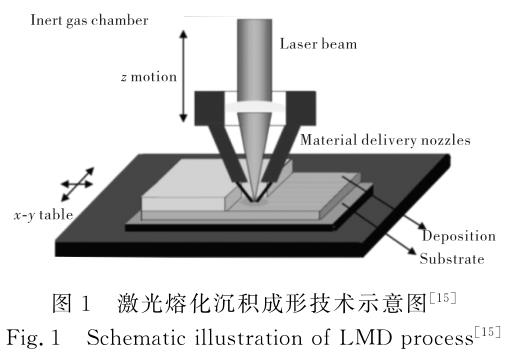
激光熔化沉積成形技術于20世紀90年代由美國Sandia國家實驗室和美國Optomec公司合作開發。隨后,全世界高校和科研機構相繼開展獨立的研究工作,例如美國Sandia實 驗室的激光凈近成形技術(LENS)[3]、中國西北工業大學的激光立體成形技術(LSF)[12]、英國曼徹斯特理工學院的激光直接沉積技術(DLD)[13]、美國密西根大學和POM公司的金屬直接沉積技術(DMD)[14]等。雖然名稱不同,但是基本原理均是利用惰性氣體輸送金屬粉末,再通過送粉器和粉末噴嘴將金屬粉末聚集于千瓦級激光束焦點處進行瞬時熔化,然后按照計算機模型自下而上地逐層堆積金屬熔融層,最終直接打印出三維金屬成形件,整個制備過程均處于惰性氣體保護之中,工作原理示意圖如圖1所示[15]。
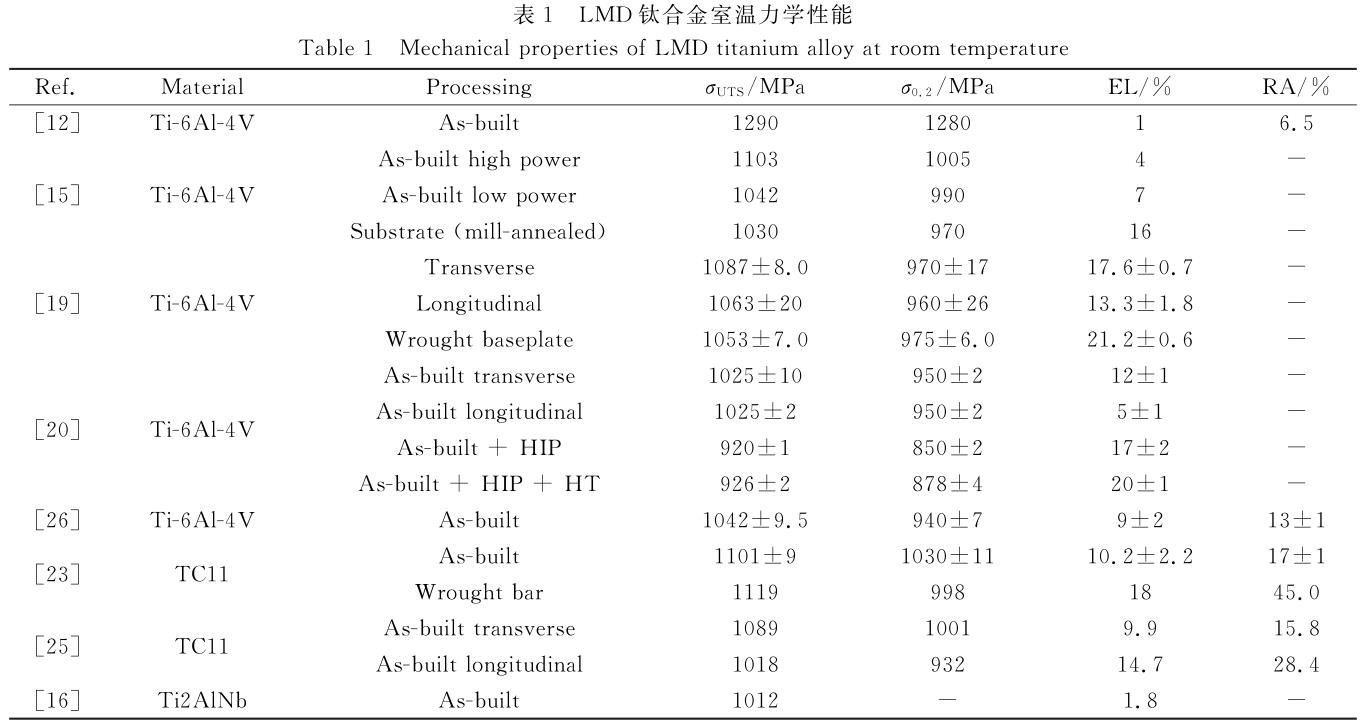
LMD主要參數包括激光功率、掃描速度、搭接率、單層厚度、送粉速率等,為了便于試驗分析,引入線能量并將其定義為激光功率與掃描速度的比值,單位為J/mm。LMD以千瓦級激光器為能量源,熔池溫度高,易形成粗大的晶粒,在制備Ti-22Al-25Nb過程中,顯微組織表現為細針狀魏氏體組織[16,17]。張霜銀等[18]研究表明線能量大于993J/mm時,晶粒呈現等軸晶形態;搭接率為40%時,成形件未見熔合不良現象;單層厚度過小會造成重熔加深,導致層間組織粗大。LMD鈦合金組織具有外延生長的特性,易形成貫穿多個沉積層的柱狀晶粒,顯示出定向凝固特征。Carroll等[19]制備的“十”字型Ti-6Al-4V合金成形件,初生β相沿豎直方向生長為細長的柱狀晶粒,成形件具有力學各向異性,其中橫向伸長率明顯高于縱向伸長率。Qiu等[20,21]研究表明高激光功率和低送粉率能夠最大程度地減少Ti-6Al-4V合金的孔隙率,通過后續熱等靜壓處理能夠促使馬氏體α′相轉變為片層狀α+β相,進而提高合金韌性、消除力學性能的各向異性。TC11鈦合金成形件沿垂直于激光抬升方向具有高強度和低塑性的力學性能;近β相鈦合金Ti-5Al-5Mo-5V-1Cr-1F的晶粒擁有3種形態,分別為沉積層重疊區的大柱狀、頂部的小柱狀和底部的等軸狀[22-25]。表1列出不同牌號鈦合金LMD成形件的力學性能。
1.2激光選區熔化沉積成形技術(SLM)
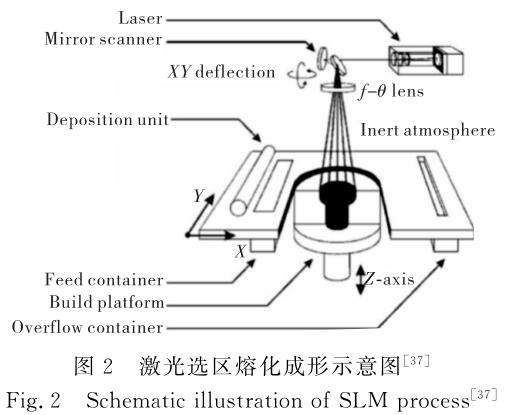
激光選區熔化成形技術最早于1995年由德國Frau-hofer[27]研究所提出,該技術是在C.R.Dechard[28]激光選區燒結成形技術(Selectivelasersintering,SLS)的基礎上發展而成,兩者的工藝原理基本相同,具體流程如下:掃描前,水平鋪粉輥將金屬粉末平鋪在基板上;激光束依照三維輪廓數據選擇特定區域進行粉末熔化,加工出當前層的輪廓;然后通過可升降平臺下降一個圖層的厚度,粉輥在已加工好的前一圖層上平鋪金屬粉末,控制程序調入下一圖層數據進行加工,如此層層重復制備金屬零件。整個過程均處于惰性氣氛保護中,避免高溫條件下鈦合金與雜質氣體發生反應,保證鈦合金成形件的成分符合要求。
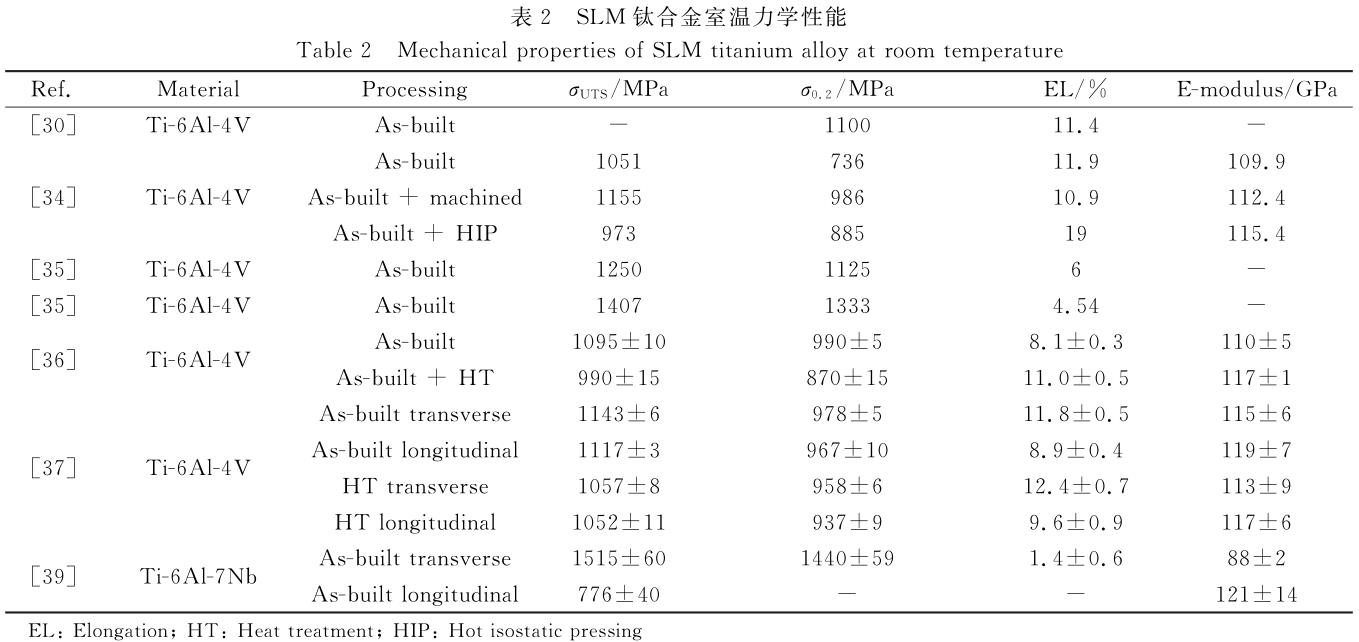
SLM工藝參數包括激光功率P、掃描速度v、單層厚度t、掃描間距h、掃描策略等,引入綜合評定參數能量密度,單位為J/mm3。研究表明[29,30],低能量密度易在Ti-6Al-4V成形 件頂部出現大量氣孔和熔合不良點,顯微組織以片層狀α+β相為主;高能量密度易導致材料汽化而生成內嵌孔,顯微組織以針狀馬氏體α′相為主。Thijs等[31]研究表明高能量密度促進鋁元素偏聚在TC4合金熔池邊界,從而增大α2-Ti3Al相含量。Yadroitsev等[32]利用CCD相機光學監控系統觀測到增加激光功率、延長激光輻照時間均會提高熔池的最高溫度、幾何寬度和深度。此外,近年來學者將熱等靜壓技術(HIP)與SLM技術配套使用,有效降低SLM成形件的孔隙率。研究表明[33-38],通過HIP處理,能夠將孔隙率從沉積態的0.501%降低為熱等靜壓態的0.012%,并能改善合金性能。圖2為激光選區熔化成形示意圖,表2列出了SLM鈦合金成形件力學性能。
1.3電子束選區熔化成形技術(SEBM)
電子束選區熔化成形技術由瑞典ChalmersUniversityofTechnology與Arcam公司在20世紀90年代初期共同開發,采用逐層鋪粉熔化的方式制備金屬零件,工藝流程與SLM 類似,區別在于SEBM以電子束替代激光作為能量源,制備過程處于10-3Pa以上的高真空環境。電子束能量源具有能量利用率高、作用深度大、金屬反射小、材料吸收率高等優點, 成形效率明顯高于SLM工藝;高真空環境能夠最大程度地降低空氣中O、N等間隙元素對材料的污染。
SEBM技術參數主要包括電子束電流、焦點補償、掃描速率、加速電壓等。SEBM技術制備的Ti-48Al-2Nb-2Cr合金顯微組織擁有板條狀、塊狀等多種形態的γ-TiAl相集束[39]。
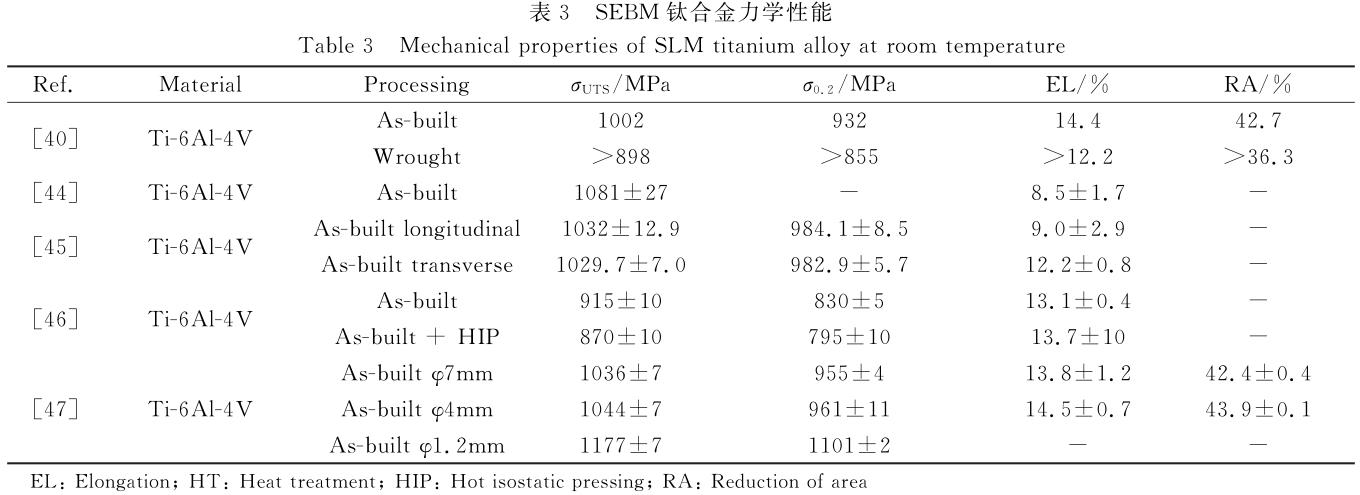
SEBM技術制備的Ti-6Al-4V顯微組織以片狀α相為主,片層之間有少量β相[40]。Safdar等[41]試驗表明SEBM技術制備的Ti-6Al-4V的粗糙度Ra值隨成形件高度和光斑直徑增 加而增加,隨掃描速度和焦點補償的減小而減小。Karlsson等[42,43]采用SEBM制備的Ti-6Al-4V成形件側面附著有更多的未熔顆粒,頂面由于重熔效應而相對光滑。
SEBM采用超高動能電子束高速轟擊金屬球形粉末,如圖3所示,當電子束部分動能直接轉化為粉末動能時,容易引發粉末潰散現象,即粉末顆粒會被電子束“推開”而形成炊粉現象 [44]。目前,防止炊粉的基本原則是提高粉床的穩定性,從而克服電子束推力,措施包括:選擇適宜的粉末粒度和流動性、預熱粉末和基板、優化電子束掃描策略。Hrabe等[46]預 先加熱基板從而有效防止粉末潰散現象,并獲得顯微組織均勻、力學性能相近的不同高度成形件。表3為不同SEBM鈦合金成形件的力學性能,表明SEBM鈦合金依然具有力學各向異性。

2、粉末鈦合金3D打印應用進展
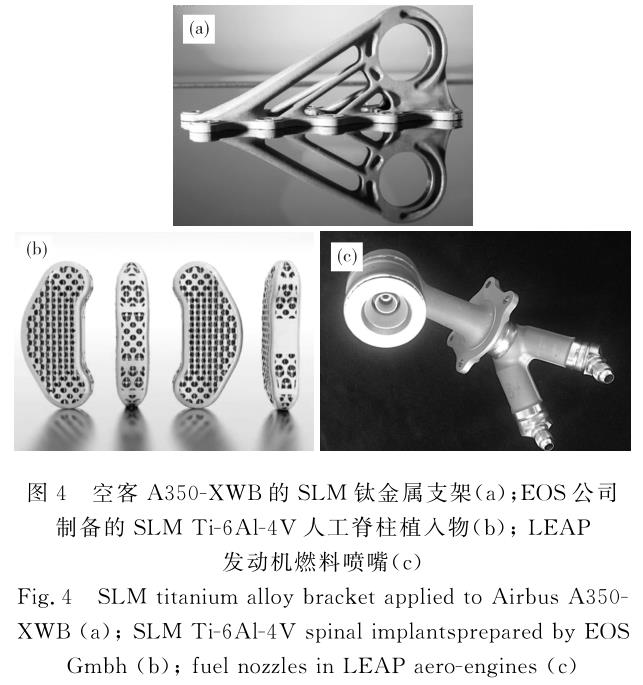
近年來,3D打印設備和金屬粉末制備技術的持續發展,不斷推進3D打印粉末鈦合金成形件在醫療、航空航天等領域的市場化應用。表4對比研究了LMD、SLM、EBM三種3D打印技術的參數特點。LMD設備利用千瓦級激光器,成形效率高,易于獲得全致密的顯微組織,通常情況下用于制備大尺寸鈦合金結構件,例如,2001年美國AeroMet公司的鈦合金翼根吊環、近幾年國產大客機C919的鈦合金中央翼梁和殲31的主承力鈦合金加強框構件。但是,成形件尺寸精度低、機加工余量大、高功率激光易氧化是制約LMD技術進一步發展的主要因素。SLM設備光斑直徑小、單層厚度低、粉末粒度小,因此具有最優的表面質量,適于制備多孔材料、幾何結構復雜的小型鈦合金部件等凈成形零件,如圖4所示。

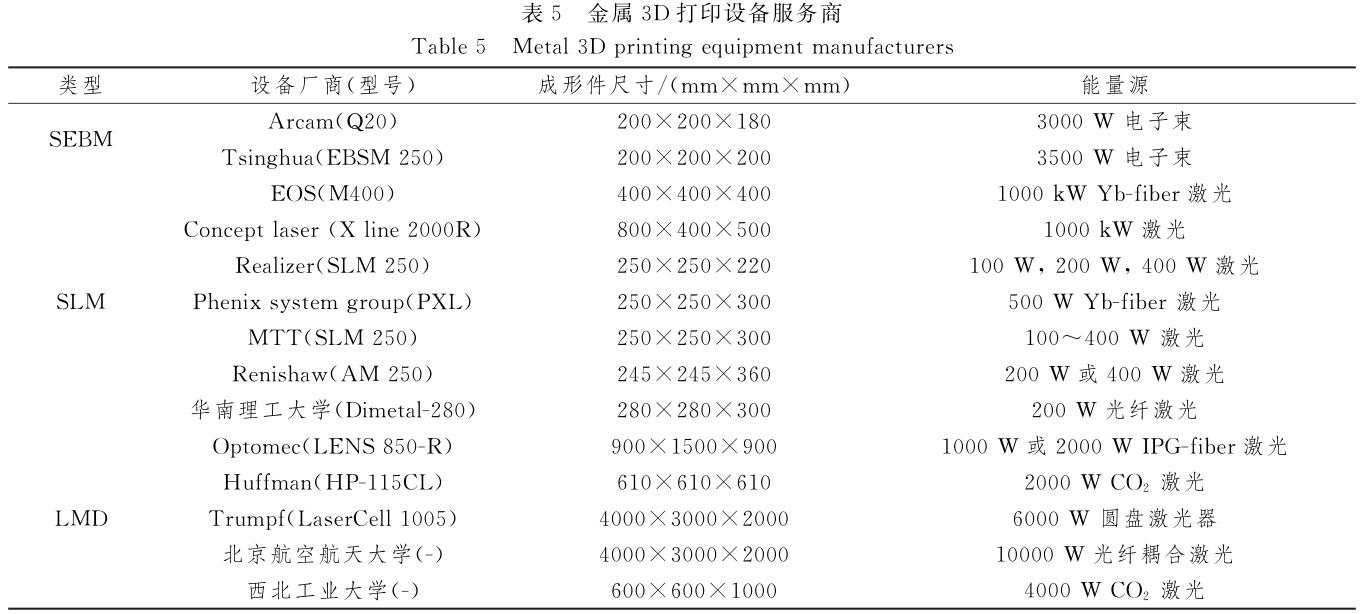
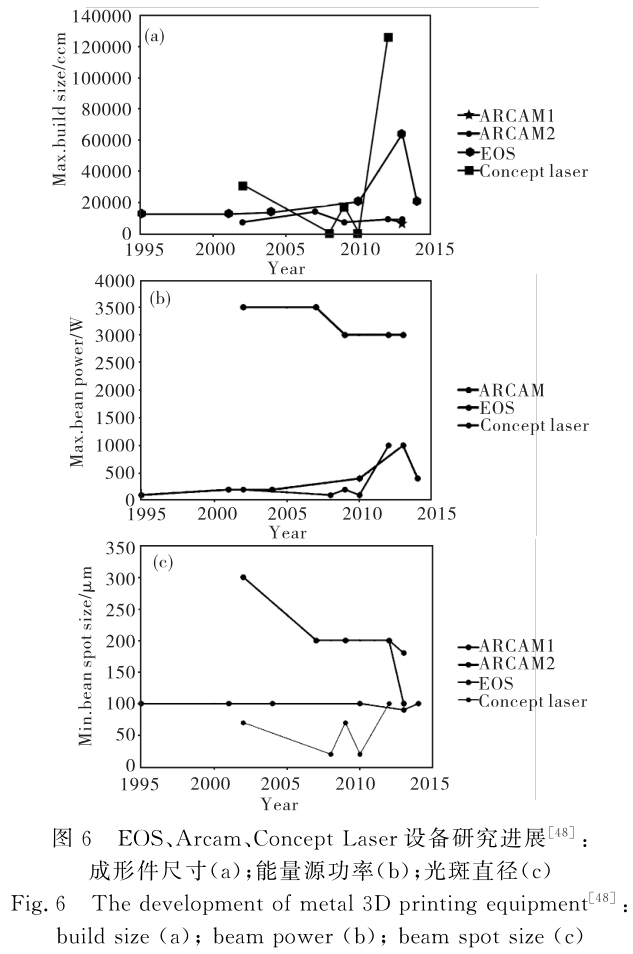
但是,SLM成形效率低、金屬粉末成本高昂是該工藝亟待解決的技術難點。SEBM設備能力介于LMD與SLM兩者之間,既有較好的表面質量,又有較高的成形效率,是目前醫療領域、航空領域的主要制備技術,如圖5所示。表5列出了不同3D打印設備的成形件尺寸和能量源功率,可以看到,SLM和SEBM的設備能量源功率和成形件尺寸均小于LMD設備,因此,LMD具備打印大型成形件的能力。圖6為近年來金屬粉末3D打印設備研發進展情況,可以看到高功率能量源的研發不再是設備的主要關注點,反而大尺寸成形件、高精度光斑、恒定能量源是未來3D打印設備的主要發展趨勢。

3、結語
粉末鈦合金3D打印技術作為一項新型的鈦合金制造技術,適于制備高熔點、難變形、高活性的鈦合金近凈成形件,近年來迅速成為世界鈦合金制造業的研究熱點。目前,國內粉末鈦合金3D打印技術尚處于初級商業化階段,未來亟待解決的問題包括:(1)高品質球形鈦合金粉末生產設備及工藝研發,替代目前價格高昂的進口鈦合金粉末;(2)建立3D打印鈦合金技術標準,包括標準顯微組織、熱處理工藝、熱等靜壓后處理等方面,充分發揮3D打印鈦合金的綜合性能;(3)完善鈦合金3D打印技術的成本核算體系,著力開拓“投入-產出比”較高的領域;(4)進一步研發高成形精度、低表面粗糙度、高成形效率的商業級金屬3D打印設備。未來,隨著技術研究的不斷積累和商業模式的持續改善,粉末鈦合金3D打印技術的產業化應用必將成為鈦合金制造業發展的重要推力和全新增長點。
參考文獻
1ASTMF2792-12.Standardterminologyforadditivemanufacturingtechnologies[S].WestConshohocken,PA:ASTMInternational,2012
2JeantetteFP,KeicherDM,RomeroJA,etal.Methodandsystemforproducingcomplex-shapeobjects:US,6046426[P].2000-04-04
3KeicherDM,RomeroJA,AtwoodCL,etal.Freeformfabrica-tionusingthelaserengineerednetshaping(LENS{trademark})process[R].SandiaNationalLabs.,Albuquerque,NM(UnitedStates),1996
4KruthJP,MercelisP,VanVaerenberghJ,etal.Bindingmecha-nismsinselectivelasersinteringandselectivelasermelting[J].Ra-pidPrototypingJ,2005,11(1):26
5CormierD,HarryssonO,WestH.CharacterizationofH13steelproducedviaelectronbeammelting[J].RapidPrototypingJ,2004,10(1):35
6ZengGuang,HanZhiyu,LiangShujin,etal.Theapplicationsandprogressofmanufacturingofmetalpartsby3Dprintingtechnology [J].MaterChina,2014,33(6):376(inChinese)
曾光,韓志宇,梁書錦,等.金屬零件3D打印技術的應用研究[J].中國材料進展,2014,33(6):376
7DengXianhui,YangZhijun.Currentsituationandprospectoftita-niumalloyadditivemanufacturingtechnology[J].DevelopmentAp- plicationMater,2014,29(5):113(inChinese)
鄧賢輝,楊治軍.鈦合金增材制造技術研究現狀及展望[J].材料開發與應用,2014,29(5):113
8HuangX,LiZ,HuangH.Recentdevelopmentofnewhigh-tempe-raturetitaniumalloysforhighthrust-weightratioaero-engines[J].MaterChina,2011,30(6):21
9YangZG,GongY,YuanJZ.Failureanalysisofleakageontita-niumtubeswithinheatexchangersinanuclearpowerplant.PartⅠ:Electrochemicalcorrosion[J].MaterCorros,2012,63(1):7
10CuiC,HuBM,ZhaoL,etal.Titaniumalloyproductiontechnolo-gy,marketprospectsandindustrydevelopment[J].MaterDesign,2011,32(3):1684
11GoryninIV.Titaniumalloysformarineapplication[J].MaterSciEngA,1999,263(2):112
12YangJian,HuangWeidong,ChenJing,etal.MechanicalpropertyofTialloyTC4laserrapidforming[J].AeronauticalManufacturingTechnol,2007(5):73(inChinese)
楊健,黃衛東,陳靜,等.Ti-6Al-4V鈦合金激光快速成形力學性能[J].航空制造技術,2007(5):73
13SchwendnerKI,BanerjeeR,CollinsPC,etal.Directlaserdeposi-tionofalloysfromelementalpowderblends[J].ScriptaMater,2001,45(10):1123
14DuttaB,PalaniswamyS,ChoiJ,etal.Additivemanufacturingbydirectmetaldeposition[J].AdvMaterProcesses,2011,169(5):33
15ZhaiY,GalarragaH,LadosDA.Microstructureevolution,tensileproperties,andfatiguedamagemechanismsinTi-6Al-4Valloysfab- ricatedbytwoadditivemanufacturingtechniques[J].ProcediaEng,2015,114:658
16LiuYantao,GongXinyong,LiuMingkun,etal.MicrostructureandtensilepropertyoflasermeltingdepositedTi2AlNb-basedalloy[J].ChineseJLasers,2014(1):71(inChinese)
劉彥濤,宮新勇,劉銘坤,等.激光熔化沉積Ti2AlNb合金的顯微組織和拉伸性能[J].中國激光,2014(1):71
17DaiShijuan,ZhuYuntian,ChenFeng.Presentstatusandprocessingmethodsofnovelβtitaniumalloysfordiomedicalapplications[J].J
ChongqingInstituteofTechnology:NatSciEd,2016,30(4):27(inChinese)
戴世娟,朱運田,陳鋒.新型醫用β鈦合金研究的發展現狀及加工方法[J].重慶理工大學學報:自然科學版,2016,30(4):27
18ZhangShuangyin,LinXin,ChenJing,etal.InfluenceofprocessingparameteronthemicrostructureandformingcharacterizationsofTi-6Al-4Vtitaniumalloyafterlaserrapidformingprocessing[J].RareMetalMaterEng,2007,36(10):1839(inChinese)
張霜銀,林鑫,陳靜,等.工藝參數對激光快速成形Ti-6Al-4V鈦合金組織及成形質量的影響[J].稀有金屬材料與工程,2007,36(10):1839
19CarrollBE,PalmerTA,BeeseAM.AnisotropictensilebehaviorofTi-6Al-4Vcomponentsfabricatedwithdirectedenergydeposition additivemanufacturing[J].ActaMater,2015,87:30920 20QiuC,RaviGA,DanceC,etal.FabricationoflargeTi-6Al-4V structuresbydirectlaserdeposition[J].JAlloysCompd,2015,629:351
21QiuC,RaviGA,AttallahMM.Microstructuralcontrolduringdi-rectlaserdepositionofaβ-titaniumalloy[J].MaterDesign,2015,81:21
22RenH,TianX,DongLIU,etal.MicrostructuralevolutionandmechanicalpropertiesoflasermeltingdepositedTi-6.5Al-3.5Mo-1.5Zr-0.3Sititaniumalloy[J].TransNonferrousMetalsSocChi-na,2015,25(6):185623ZhuY,TianX,LiJ,etal.Theanisotropyoflasermeltingdeposi-tionadditivemanufacturingTi -6.5Al-3.5Mo-1.5Zr-0.3Sititaniumalloy[J].MaterDesign,2015,67:538
24WangT,ZhuYY,ZhangSQ,etal.Grainmorphologyevolutionbehavioroftitaniumalloycomponentsduringlasermeltingdepositionadditivemanufacturing[J].JAlloysCompd,2015,632:505
25LiuCM,TianXJ,TangHB,etal.Microstructuralcharacteriza-tionoflasermeltingdepositedTi-5Al-5Mo-5V-1Cr-1Fenearβtita-niumalloy[J].JAlloysCompd,2013,572:17
26GaoShiyou,ZhangYongzhong,ShiLikai,etal.Mechanicalproper-tiesofTC4alloyfabricatedbylaserdirectdeposition[J].ChineseJRareMetals,2004,28(1):29(inChinese)
高士友,張永忠,石力開,等.激光快速成型Ti-6Al-4V鈦合金的力學性能[J].稀有金屬,2004,28(1):29
27MeinersW,WissenbachK,GasserA.Selectivelasersinteringatmeltingtemperature:US,6215093[P].2001-04-10
28DeckardCR.Methodandapparatusforproducingpartsbyselectivesintering:US,5017753[P].1989-09-05
29GongH,GuH,ZengK,etal.Meltpoolchar-acterizationforselec-tivelasermeltingofTi-6Al-4Vpre-alloyedpowder[C]//SolidFree-formFabricationSymposium,TheUniversityofTexasinAustin,USA,2014
30XuW,BrandtM,SunS,etal.AdditivemanufacturingofstrongandductileTi-6Al-4Vbyselectivelasermeltingviainsitumartensite-decomposition[J].ActaMater,2015,85:74
31ThijsL,VerhaegheF,CraeghsT,etal.Astudyofthemicrostruc-turalevolutionduringselectivelasermeltingofTi-6Al-4V[J].ActaMater,2010,58(9):3303
32YadroitsevI,KrakhmalevP,YadroitsavaI.SelectivelasermeltingofTi6Al4Valloyforbiomedicalapplications:Temperaturemonito-ringandmicrostructuralevolution[J].JAlloysCompd,2014,583:404
33AgarwalaM,BourellD,BeamanJ,etal.Post-processingofselec-tivelasersinteredmetalparts[J].RapidPrototypingJ,1995,1(2):36
34KasperovichG,HausmannJ.ImprovementoffatigueresistanceandductilityofTi-6Al-4Vprocessedbyselectivelasermelting[J].JMa-terProcessingTechnol,2015,220:202
35MurrLE,QuinonesSA,GaytanSM,etal.MicrostructureandmechanicalbehaviorofTi-6Al-4Vproducedbyrapid-layermanufac-turing,forbiomedicalapplications[J].JMechanicalBehaviorBio-medicalMater,2009,2(1):20
36FacchiniL,MagaliniE,RobottiP,etal.DuctilityofaTi-6Al-4Valloyproducedbyselectivelasermeltingofprealloyedpowders[J].RapidPrototypingJ,2010,16(6):450
37SimonelliM,TseYY,TuckC.EffectofthebuildorientationonthemechanicalpropertiesandfracturemodesofSLMTi-6Al-4V[J].MaterSciEngA,2014,616:1
38ChlebusE,Kuz'nickaB,KurzynowskiT,etal.MicrostructureandmechanicalbehaviourofTi-6Al-7Nballoyproducedbyselectivelasermelting[J].MaterCharacterization,2011,62(5):488
39SchwerdtfegerJ,KörnerC.SelectiveelectronbeammeltingofTi-48Al-2Nb-2Cr:Microstructureandaluminiumloss[J].Intermetal-lics,2014,49:29
40WangZhe,ZhangJun,LiShujun,etal.Microstructuresandme-chanicalpropertiesofTi-6Al-4Valloyfabricatedbyelectronbeammelting[J].ChineseJNonferrousMetals,2015,23(z1):520(inChi-nese)
王哲,張鈞,李述軍,等.電子束熔化逐層成形法制備Ti-6Al-4V合金的組織與力學性能[J].中國有色金屬學報(中文版),2015,23(z1):520
41SafdarA,HeHZ,WeiLY,etal.Effectofprocessparametersset-tingsandthicknessonsurfaceroughnessofEBMproducedTi-6Al-4V[J].RapidPrototypingJ,2012,18(5):401
42KarlssonJ,NorellM,AckelidU,etal.SurfaceoxidationbehaviorofTi-6Al-4VmanufacturedbyElectronBeamMelting(EBM®)[J].JManufacturingProcesses,2015,17:120
43KarlssonJ,SnisA,EngqvistH,etal.Characterizationandcompa-risonofmaterialsproducedbyelectronbeammelting(EBM)oftwodifferentTi-6Al-4Vpowderfractions[J].JMaterProcessingTech-nol,2013,213(12):2109
44HanJiandong,LinFeng,QiHaibo,etal.Effectsofpowderprehea-tinginelectronbeamselectivemeltingprocess[J].TransChinaWeldingInstitution,2008,29(10):77(inChinese)
韓建棟,林峰,齊海波,等.粉末預熱對電子束選區熔化成形工藝的影響[J].焊接學報,2008,29(10):77
45HrabeN,QuinnT.Effectsofprocessingonmicrostructureandme-chanicalpropertiesofatitaniumalloy(Ti-6Al-4V)fabricatedusingelectronbeammelting(EBM),Part2:Energyinput,orientation,andlocation[J].MaterSciEngA,2013,573:271
46FacchiniL,MagaliniE,RobottiP,etal.Microstructureandme-chanicalpropertiesofTi-6Al-4Vproducedbyelectronbeammeltingofpre-alloyedpowders[J].RapidPrototypingJ,2009,15(3):171
47WangZhe,ZhangJun,LiShujun,etal.Effectsofpartsizeonmi-crostructureandmechanicalpropertiesofTi-6Al-4Valloyfabricatedbyelectronbeammelting[J].RareMetalMaterEng,2014(S1):161(inChinese)
王哲,張鈞,李述軍,等.樣品尺寸對電子束逐層熔化成形Ti-6Al-4V合金組織和力學性能的影響[J].稀有金屬材料與工程,2014(S1):16148WohlersT.W