



發布日期:2023-8-12 17:31:36
引言
鈦合金因具有較高的比強度、與復合材料優異的電化學相容性以及高溫條件下優異的耐腐蝕性能和綜合力學性能,在航空航天、石油化工、船舶制造、生物醫藥等領域獲得廣泛 應用。鈦合金在航空航天運載器上的使用可以減輕運載器的結構質量,同時提高運載器的服役可靠性和延長其使用壽命。在航空航天領域,鈦合金大多以焊接結構件的形式出 現,因此,對于鈦合金焊接工藝和可焊性的研究成了各國焊接工作者重點關注的問題。目前應用于鈦合金的焊接方法主要有激光焊、電子束焊、等離子弧焊和鎢極氬弧焊等[1⁃3]。
激光焊具有能量密度大、焊接變形小、熱影響區小、焊接熔深大等優點,已在精密焊接生產領域獲得廣泛應用。近些年,對于鈦合金激光焊的研究越來越受到各個國家的重視,也取得了很多先進的研究成果。本文就從鈦合金的薄板激光焊、厚板激光焊、激光復合焊、活性激光焊、異種材料激光焊等幾方面,對鈦合金激光焊的研究進展進行總結,并對未來的發展趨勢進行了展望。
1、鈦合金薄板激光焊
航空航天領域應用的鈦合金多為1~2mm厚的薄板[4],因此,目前很多學者對于鈦合金薄板激光焊的研究主要針對1~2mm厚的板材進行高速焊。在滿足單面焊雙面成形的工藝要求下,最高焊接速度可以達到3.6m/min。研究針對的母材大多為TC4鈦合金,研究的內容重點在各焊接工藝參數(如:激光功率、焊接速度、離焦量等)對焊縫成形及組織性能的影響方面[5⁃9]。中航沈陽黎明發動機有限責任公司的楊爍等[10]針對0.5mm厚的板材,研究各工藝參數對焊縫成形的影響。對比了薄板低速焊(焊接速度:1.5m/min)和薄板高速焊(焊接速度:3m/min)條件下工藝窗口的大小,結果表明:薄板高速焊的工藝窗口更大,使得焊縫成形更容易控制。
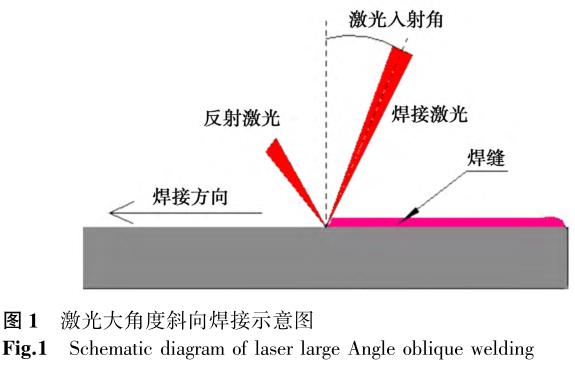
另外,他還研究了激光大角度斜向焊接工藝及焊縫成形的控制,激光大角度斜向焊接如圖1所示。其研究結果表明:隨著激光入射角度的增大,激光的反射作用增強,但仍可以通過降低焊接速度和增大激光功率來實現良好的焊縫成形。
該研究成果對于焊接位置受限的結構件具有很強的借鑒意義。武漢理工大學的陳錫源等[11]則以鈦合金SP700為母材進行了鈦合金激光焊的研究,重點研究了離焦量、熱輸入、激光功率對焊縫成形的影響,結果表明:負離焦量主要影響焊縫背面的熔寬,正離焦量主要影響焊縫正面的熔寬,且焊縫背面的熔寬受激光功率和熱輸入的影響更為明顯。該研究不僅拓展了鈦合金激光的適用范圍,還為焊縫成形的控制提供了新的思路。
2、鈦合金中厚板激光焊
中厚板鈦合金在石油化工、船舶制造行業具有較為廣泛的應用。對于鈦合金中厚板的焊接目前以TIG焊、電子束焊為主。國內外對于中厚板鈦合金激光焊的研究目前還處于 不太成熟的階段,研究針對的母材以TC4為主,且板材的厚度多在10mm以下,研究過程中發現進行中厚板鈦合金激光焊時主要存在羽輝、表面氧化、氣孔、裂紋等問題亟須解決[12⁃14]。
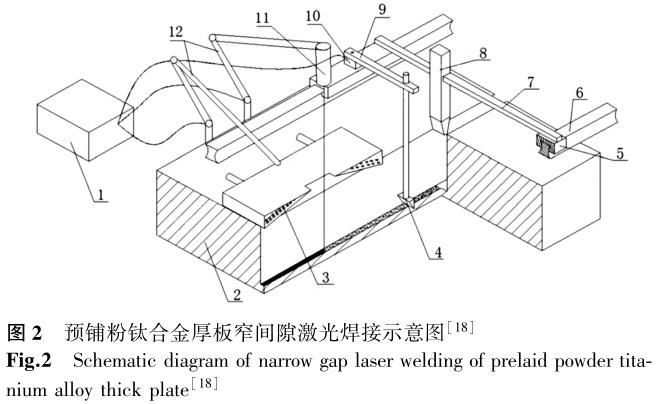
針對中厚板鈦合金激光焊存在的問題,很多焊接工作者進行了相關的研究,并提出一些改進的措施。南京航空航天大學的田德勇[15]將激光焊焊縫中的氣孔分為兩類:工藝氣孔和冶金氣孔。其研究結果表明:工藝氣孔的形成與匙孔的穩定性有關,冶金氣孔與焊縫內氫元素的遷移和金屬蒸汽有關。但從總體上來看,焊縫的氣孔率隨著熱輸入的增大而減小,且當焊接速度較快時,基本不形成工藝氣孔。這將為解決鈦合金激光焊氣孔問題提供理論依據。哈爾濱工業大學的孟盛昊等[16]通過對比大氣中和真空中中厚板鈦合金激光焊的焊縫,結果表明:真空中鈦合金激光焊的焊縫表面成形更好,焊縫熔深更大,焊縫中的氣孔更少。這為解決中厚板鈦合金激光焊存在的問題提供了新的思路。哈爾濱焊接研究院的Fang等[17]利用激光可達性好的特點進行厚板鈦合金激光焊的研究,為厚板鈦合金激光焊提供了新的思路。中船重工725所的盧曉陽等[18]提出一種基于預鋪粉的鈦合金厚板窄間隙激光焊接方法,如圖2所示。該工藝方法是先在窄間隙內預鋪一層一定厚度的金屬粉末,然后再進行激光熔化焊。這樣逐層焊接,最終填滿整個坡口。該焊接方法可以顯著減少焊縫內的氣孔和未熔合等缺陷,同時提高焊縫成形的穩定性。總之,中厚板鈦合金激光焊的研究還不夠深入,存在的很多問題還沒有得到很好的解決,導致中厚板鈦合金激光焊接工藝在生產上的應用還比較少。
3、鈦合金激光復合焊
3.1鈦合金激光⁃TIG復合焊
鎢極氬弧焊(簡稱TIG焊)屬于一種高質量焊接方法,具有焊接過程穩定,對焊接組對要求低等優點,但其也存在電弧能量發散,電弧穿透能力弱,焊接熔深淺的缺點。激光焊具有穿透能力強的優點,但對組對要求較高。很多焊接工作者就將兩者的優點結合起來,形成了激光⁃TIG復合焊接方法。近幾年大連理工大學、沈飛集團等單位的相關人員 [19⁃21]都針對該焊接方法進行了鈦合金焊接的研究。焊接時采用低功率激光⁃TIG電弧形成的復合熱源進行焊接,并且分別針對低功率常規激光和低功率脈沖激光進行了復合焊的研究,結果表明:該復合焊接方法在用于薄板焊接時具有熱輸入低、能耗低、焊接效率高等特點,焊接接頭相對常規TIG焊具有更優良的綜合力學性能。
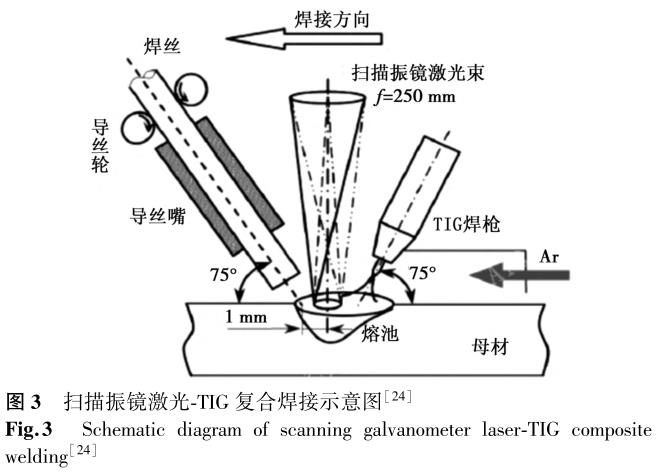
大連理工大學的呂曉輝[22]利用低功率的激光誘導TIG電弧,針對鈦合金復雜構件進行焊接時發現:低功率的激光會將TIG電弧誘導至激光斑點處,引起TIG電弧收縮,提高TIG電弧的穿透能力,增大焊接熔深。該焊接方法有助于提高焊接生產效率、降低焊縫的熱輸入,但激光與電弧之間的作用機理仍需深入研究。中國航空制造技術研究院的許飛等[23⁃24]將掃描振鏡激光與TIG焊復合起來,研究其對鈦合金焊縫成形的影響,如圖3所示。掃描振鏡激光就是通過在激光頭內部設置掃描振鏡系統,實現激光的高頻掃描。高頻掃描的激光可以加強對熔池的攪拌,改善焊縫組織,提高接頭力學性能。其研究結果表明:焊縫的熔寬主要受TIG焊接電流的影響,而焊縫的熔深主要受激光功率的影響,且若要焊接過程無明顯飛濺,焊接電流需要達到一定值,該值與激光熱輸入呈負相關的關系。
大連理工大學的Shi等[25]對鈦合金激光⁃TIG復合焊進行了焊縫成形機理的研究,重點研究了激光束與電極之間的距離、激光離焦距離、保護氣中的CO2氣體濃度等因素對焊縫表面成形和焊縫尺寸的影響。研究結果表明,通過平衡熱量在熔池空間的分布和保護氣成分可以有效抑制焊縫咬邊的缺陷。隨著激光束與電極之間的距離、激光離焦距離、保護氣中CO2氣體濃度的升高,焊縫正面熔寬增大,背面熔寬和余高減小。另外,Shi等[26]還針對厚板鈦合金多層多道焊,采用脈沖激光⁃TIG復合焊進行打底焊的研究,分析了該焊接方法進行打底焊實現穩定的單面焊雙面成形焊接工藝的機理,為厚板多層多道焊提供了一種高效、高質量的打底焊工藝。
3.2鈦合金激光⁃MIG復合焊
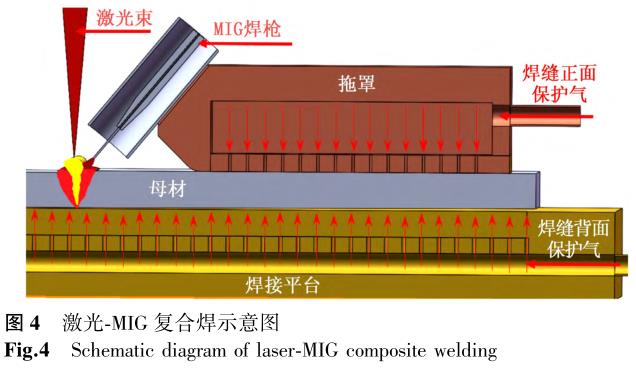
激光⁃MIG復合焊是一種高效、優質的焊接方法。該焊接方法兼具激光焊和MIG焊的優點。圖4所示為激光⁃MIG復合焊示意圖,焊接過程中激光與MIG電弧耦合,激光可以吸引和壓縮電弧,提高電弧的能量密度。MIG電弧可以稀釋光致等離子體,削弱光致等離子體對激光的反射,提高激光能量的利用率。激光⁃MIG復合焊相對傳統的激光焊,提高了焊接過程搭橋的能力,對被焊工件的加工精度和裝夾精度的要求大大降低,并且在較小的熱輸入量條件下可以獲得較大的焊接熔深[27]。該技術主要應用于中厚板的焊接,已經在軌道客車、航空航天、工程機械、船舶制造等領域獲得應用。目前對于鈦合金激光⁃MIG復合焊的研究主要集中在中厚板的對接焊方面。江蘇科技大學的禹杭[28]針對6mm、8mm、10mm厚度的純鈦板材進行焊接工藝試驗,通過調整焊接工藝參數,三種厚度的板材均可以實現穩定的單面焊雙面成形焊接工藝,焊縫成形優良,未出現飛濺、咬邊等缺陷。中國兵器科學研究院寧波分院的張龍等[29]針對15mm厚的TC4板材進行了激光⁃MIG復合焊的多層多道焊接工藝試驗和接頭力學性能分析,實現了60°坡口、5mm鈍邊的打底焊,且焊縫成形美觀。在后續的填充焊和蓋面焊中均實現了良好焊接,獲得了高質量的焊縫。
對于鈦合金激光⁃MIG復合焊的機理,很多焊接工作者也進行了大量研究。為了進行厚板鈦合金的焊接,就需要開坡口進行坡口內的打底焊和填充焊。華中科技大學的高闖 等[30⁃31]研究了不同的坡口深度對等離子體特性、熔滴過渡、焊縫成形的影響規律。結果表明,隨著坡口深度的增大,等離子體的溫度逐漸降低、面積減小、熔滴過渡減慢、焊縫熔寬減小、熔深增大,該研究為大厚板的焊接提供了一定的理論基礎。哈爾濱工業大學的蘇軒[32]針對中厚板鈦合金進行了激光⁃MIG復合焊的機理研究,研究結果表明,激光功率會影響熔滴過渡的頻率,并通過對焊縫顯微組織的觀察,分析了焊縫力學性能和焊縫組織之間的關系。南京航空航天大學的黃煒[33]以3.5mm和6mm厚的鈦合金激光⁃MIG復合焊為研究對象,利用BP神經網絡和遺傳優化算法,建立激光功率、焊接電流、焊接速度與焊縫熔深、熔寬之間的映射關系,進而分析研究焊接工藝參數與焊縫組織、力學性能之間的關系。江蘇科技大學的Li等[34]對照鈦合金激光焊和激光⁃MIG復合焊的顯微組織、組織分布和機械性能,研究三者之間的 相互影響關系。江蘇科技大學的Chen等[35]通過實驗和數值計算兩種方式研究了焊接工藝參數與焊縫內氣孔形成之間的關系,初步揭示了焊縫內氣孔形成的原因以及焊接參數對氣孔數量的影響規律。從這些研究可以看出,關于鈦合金激光⁃MIG復合焊的研究主要集中在焊接工藝參數、顯微組織和機械性能之間的關系方面,這為焊接工藝制定、焊縫組織性能改善提供了理論指導。但目前這些研究都還沒有形成系統的理論成果,理論研究的深度還有待加深。
3.3鈦合金雙束激光焊
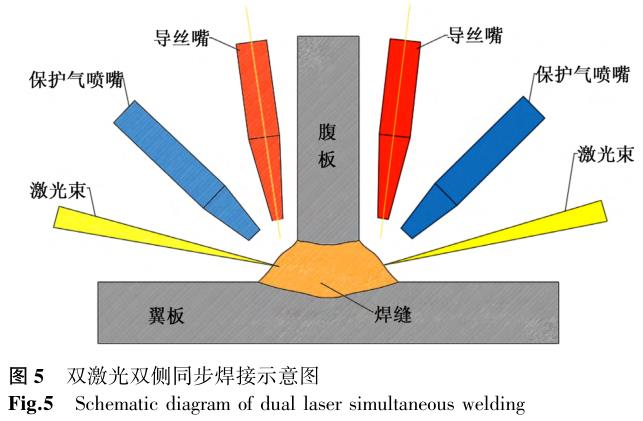
隨著激光焊接技術的進步,為了提高T型接頭的激光焊接效率和接頭質量,提出了雙激光雙側同步焊接技術(Doub⁃lelaserBeambilateralsYnchronousWelding,簡稱DLBSW),如圖5所示。該技術目前已被大量應用于航空航天領域蒙皮⁃桁條T型結構的連接中,替代了常規的鉚釘連接和機械連接,大大減輕了結構的整體質量,改善了結構件的氣密性,顯著提高了生產效率。自2000年空客將DLBSW技術應用于A318客機整體機身壁板的制造中以后,已先后將該技術引進到A340、A350、A380等客機的制造中,取得了顯著的經濟效益[36⁃38]。
最近幾年,國內對鈦合金的雙激光雙側同步焊接技術進行了大量研究。北京工業大學的ma等[39⁃41]以Ti⁃6Al⁃4V合金T型接頭的雙激光雙側同步焊為研究對象開展了兩方面的研究,一方面研究了激光功率、焊接速度、激光入射角度及入射位置等焊接參數對未熔合、氣孔等焊接缺陷形成的影響。結果表明,足夠大的焊接熱輸入、較小的激光入射角度和較高的激光入射位置可以避免未熔合的出現。在保持激光功率不變的條件下,較高的焊接速度有利于減少焊縫中的氣孔。另一方面研究了焊接熱輸入對焊縫表面成形、微觀組織和機械性能的影響。結果表明,隨著熱輸入的增加,焊縫組織增大,晶粒尺寸變大。熱影響區和熔合區形成的馬氏體組織導致這兩個區域的顯微硬度較大。南京航空航天大學的劉金釗等[42]研究了TC4鈦合金T型接頭雙激光雙側同步焊過程中激光功率對接頭性能的影響。其研究結果表明,由于激光功率的增大導致熱輸入的增大,從而引起焊縫區強度的降低。當激光功率較大時,焊縫的斷裂模式為韌性斷裂和解理斷裂混合組成的混合斷裂。沈陽航空航天大學的許良等[43]針對TC4鈦合金T型接頭,對比研究了雙光束雙側同步焊接技術和激光點焊技術的疲勞韌性和斷裂機理。相對母材兩種焊接方法獲得的接頭的抗拉強度都有所提高,且雙激光束雙側同步焊接獲得的接頭疲勞壽命延長了2.23倍。
雙激光雙側同步焊接技術在國內還處于實驗室研究階段,且目前主要集中在焊接接頭性能的研究方面。對焊接機理、工藝參數優化以及在工業生產上的應用方面的研究還需要進一步加強。
4、鈦合金活性激光焊
為了增加TIG焊的焊接熔深,烏克蘭巴頓焊接研究所提出了活性TIG焊接方法(Activingfluxtungsteninertgaswel⁃ding,A⁃TIG焊)。該焊接方法通過引入活性劑的方式,實現增加焊接熔深的目的。近些年,很多焊接工作者將活性劑引入激光焊中,提出了活性激光焊接方法。北京航空制造工程
研究所的陳俐等[44]將自研的FT⁃01鈦合金A⁃TIG焊活性焊劑用于鈦合金TA15激光焊,研究活性劑對焊縫成形的影響,其研究內容主要是活性劑對焊縫表面成形、激光功率和熱輸入閾值的影響。湖南科技大學的李時春等[45]在研究表面活性硫粉對鈦合金激光焊的影響時發現,活性元素硫會增加熔池金屬的潤濕性和流動性。在負離焦時,活性元素可以增大焊縫熔深,并且焊縫熔深受焊接速度影響不大。正離焦焊接時,活性元素可以增大焊縫的熔寬。大功率焊接時,活性元素可以細化焊縫組織,提高焊縫中鐵素體的含量。
近幾年,內蒙古工業大學的許愛萍、侯繼軍等針對鈦合金活性激光焊也開展了大量研究。研究內容主要分成以下三個方面:(1)活性劑配方的設計及其對焊縫熔深和焊縫成 形系數的影響規律。采用了基于響應面法的復合活性劑配方設計方法,設計出Na2SiF6與TiO2、Na2SiF6與Y2O3兩個活性劑配方,并證明了Na2SiF6與Y2O3對焊縫的熔深是正交互作用,兩組活性劑對焊縫成形系數均是正交互作用。采用了復合活性劑后,焊縫的熔深增加了1.49倍,焊縫成形系數達 到0.494。Na2SiF6與TiO2還能細化焊縫的組織,提高焊縫的機械性能[46]。(2)分別選取單一氟化物CaF、NaF、Na2SiF6、YbF3、稀土Y2O3等物質作為單組分活性劑,證明每一種活性劑都可以增大焊縫熔深、減小焊縫熔寬[47⁃48]。(3)針對鈦合金活性激光焊的機理進行了初步研究,證明不同活性劑增加焊縫熔深的機理不同。活性劑NaF、Na2SiF6是通過抑制光致等離子體使得焊縫熔深增加,TiO2、SiO2則是通過改變焊縫表面狀態增加焊縫熔深,而YbF3、稀土Y2O3則是通過抑制光致等離子體和改變熔池流動方向兩種作用增大焊縫熔深。
另外,試驗還證明了稀土活性劑增大熔深不僅僅是活性劑抑制光致等離子體一方面的原因,而是多種原因共同作用的結果[49⁃51]。
5、鈦合金異種材料激光焊
鈦合金異種材料焊接采用的焊接方法目前主要有釬焊、攪拌摩擦焊、激光焊、激光熔釬焊等。激光焊具有熱量集中、焊縫熱影響區小、高速高效、焊接變形小等優點,被大量應用 于鈦合金異種材料的焊接,可以實現鈦合金異種材料接頭的可靠連接。鈦合金與異種材料的激光焊接不僅涉及異種鈦合金之間的連接,還涉及鈦合金與別的金屬材料的焊接,在 技術層面甚至實現了鈦合金與非金屬的焊接,例如生物高分子材料(PET)、玻璃纖維增強塑料(GFRPG)、高激光吸收率的碳纖維增強塑料(CFRP)等工程塑料 [52⁃53]。當前,國內外對于鈦合金異種材料激光焊的研究主要還是鈦合金與金屬材料的連接。
近幾年,國內的很多學者針對鈦合金異種材料激光焊的研究主要集中在鈦合金與不銹鋼異種接頭的焊接。鈦合金/不銹鋼異種接頭激光焊接最主要的難點是焊縫區會產生具有較高脆性的Ti⁃Fe金屬間化合物,大大降低了接頭的力學性能。另外,由于兩種材料在晶格類型、原子半徑、電負性等化學性能和物理性能方面存在較大差異,使得鈦合金/不銹鋼異種材料激光焊存在較大挑戰[54⁃55]。為了應對該挑戰,焊接工作者提出了添加中間層的思路。中間層以填充材料的形式引入焊縫區,以鈦合金和不銹鋼間的過渡層的形式存在。引入的中間層材料有Cu、V、Nb、Zr等純金屬和Ag45⁃Cu30⁃Zn25、NAB青銅等合金材料。研究結果表明,引入中間層一定程度上可以改善焊縫的力學性能,但接頭的力學性能仍不能很好地適應生產的需要,還需要進一步研究可以有效提高接頭性能的中間層材料[56⁃59]。
國內相關高校還針對異種鈦合金的激光焊進行了研究。西北工業大學針對TC4/TA15進行了異種鈦合金激光焊研究。該研究實現了兩種鈦合金的良好焊接,但在焊縫的熔合區生產了大量馬氏體組織,對焊縫的力學性能有一定影響,同時證明了母材和幾種接頭的屈服強度與抗拉強度的大小依次如下:TC4母材>TC4/TC4接頭>TA15母材>TA15/TA15接頭>TC4/TA15異種接頭[60⁃61]。另外,哈爾濱工業大學、吉林大學等高校還開展了Ti/mg、Ti/Al、Ti/Cu等異種材料激光焊的研究,初步進行了焊接工藝、焊縫成形機理、接頭組織性能及斷裂機理的研究,但目前還都處于起步階段,還有很多問題需要進一步深入研究[62⁃64]。
6、結語與展望
從以上研究現狀來看,鈦合金激光焊的研究取得了一定的研究成果,但同時也存在以下五個方面的問題。
(1)目前鈦合金激光焊的研究主要還是集中在薄板的焊接,對于中厚 板的焊接研究較少,并且目前對于中厚板焊接的研究都還處于試驗研究階段,距離工程應用還有很長的距離。
(2)鈦合金激光復合焊涉及的焊接工藝參數較多,各復合工藝參數之間的組合更多,使得復合焊接工藝參數調整較為復雜,限制了其在工業生產上的應用。另外,由于復合焊槍相對單獨的激光焊槍頭,體積較大且對焊槍裝夾方向有嚴格要求,大大降低了焊接可達性,限制了復合焊在自動化焊接領域的應用。因此,目前僅有激光⁃MIG復合焊在工業生產中獲得了一定的應用。激光⁃TIG復合焊盡管實驗室已經進行了大量研究,但是在生產上卻很少獲得應用。
(3)對于鈦合金雙光束激光焊,由于其獨特的焊接方式,對焊接接頭形式及焊接可達性也提出了較高的要求,一般僅能用于T型接頭的角焊縫的焊接,很難應用于對接、搭接等接頭形式的焊接,更難以實現機器人的自動化焊接生產。
(4)對于鈦合金活性激光焊,由于需要增加一道活性劑的涂覆工序,大大降低了激光焊的生產效率,且活性劑涂覆的均勻程度也會影響焊接效果,這就限制了其在生產上的應用。另外,還需要針對不同的材料開發不同活性劑,提高了焊接生產成本。
(5)鈦合金異種材料焊接當前存在的主要問題是焊接接頭的力學性能相對母材嚴重下降。盡管通過引入中間層材料可以在一定程度上改善焊縫的力學性能,但仍不能很好地滿足生產的需要。
鑒于當前鈦合金激光焊存在的問題,未來可以開展以下四個方面的研究。
(1)開發鈦合金激光深熔焊技術,提高激光焊單道焊接熔深,例如真空激光焊、激光復合焊等,通過各種手段抑制光致等離子體的形成,從而增大焊接熔深。
(2)加強鈦合金激光復合焊在工業生產上的應用研究。通過改進焊槍結構,簡化焊接工藝參數,提高焊接可達性,擴大鈦合金激光復合焊的應用范圍。
(3)對于鈦合金活性激光焊開發新型焊槍,實現活性劑涂覆和激光焊的同步完成,提高焊 接生產效率,或者通過引入活性氣體來替代活性劑,避免活性劑的涂覆過程,提高焊接生產效率,降低焊接生產成本,促進其在工業生產上的應用。
(4)加強鈦合金異種材料激光焊的研究。重點解決異種材料焊接接頭性能較差的問題,開發新型中間過渡層復合材料。通過引入合適的元素,細化焊縫組織,抑制焊縫硬脆組織形成,提高焊縫組織的均勻性。另外,還需要加強鈦合金與非金屬材料的激光焊研究,這更有利于實現產品的輕量化,具有廣闊的研究和應用前景。
隨著航空航天、醫藥衛生、武器裝備等領域的快速發展,鈦合金的應用范圍越來越廣。同時,對鈦合金的焊接需要也越來越多,對鈦合金的焊接要求也越來越高。鈦合金激光焊 作為未來極具發展前景的技術,解決好當前存在的一些瓶頸問題,將進一步促進該技術在工業生產上的應用,為產品的輕量化和低碳經濟做出貢獻。
參考文獻
1黃煒,王少剛,李立澤,等.材料開發與應用,2019,34(2),20.
2黃瀟,曹子文,常明,等.中國機械工程,2018,29(1),104.
3XuXK,SongG,ZhaoS,etal.JournalofmanufacturingProcesses,2020,55,317.
4JieF,GongL,ZhangY,etal.AppliedSciences,2017,7(3),227.
5趙興旺,劉艷梅,付和國,等.真空,2020,57(4),89.
6付康.內江科技,2020,41(7),17.
7張穎云,朱增輝,劉江哲,等.應用激光,2019,39(4),596.
8DuanAQ,WangZS,PengH,etal.ChinaWelding,2020,29(2),30.
9DuanAQ,WangZS,PengH,etal.RaremetalmaterialsandEnginee⁃ring,2019,48(8),2432.
10楊爍,宋文清,曲伸,等.焊接,2019(1),5.
11陳錫源,陳俐,常明,等.焊接學報,2018,39(6),121.
12孟圣昊,司昌健,任逸群,等.焊接學報,2021,42(8),40
13陳永城,張宇鵬,羅子藝,等.應用激光,2017,37(5),662.
14李鎮,趙偉,張輝.齊魯工業大學學報,2021,35(4),48.
15田德勇.中厚板TC4鈦合金激光焊接微觀組織與缺陷研究.碩士學位論文,南京航空航天大學,2020.
16孟圣昊,司昌健,任逸群,等.焊接學報,2021,42(8),40.
17FangNW,GuoE,HuangR,etal.materialsResearchExpress,2020,8,1.
18盧曉陽,張帥鋒,彭暉,等.中國專利,CN112108655A,2020.
19劉曉寒,倪家強,劉艷梅.熱加工工藝,2019,48(3),15
20史吉鵬,王紅陽,楊林波,等.焊接學報,2017,38(2),61.
21史吉鵬,劉曉寒,劉黎明.焊接技術,2016,45(6),7.
22劉黎明,王紅陽,宋剛.焊接學報,2015,36(11),9.
23呂曉輝.不等厚鈦合金結構低功率激光誘導TIG電弧焊接工藝研究.碩士學位論文,大連理工大學,2021.
24許飛,何恩光,陳俐,等.應用激光,2020,40(5),855.
25ShiJP,SongG,WangHY,etal.JournalofLaserApplications,2018,30(3),32004.
26ShiJP,ZhaoYB,LiuLm.AppliedSciences,2017,(7),527.
27劉孟晗.TC4鈦合金激光⁃電弧復合焊接工藝研究.碩士學位論文,長春理工大學,2021.
28禹杭.中厚度工業純鈦TA2激光⁃MIG復合焊工藝研究.碩士學位論文,江蘇科技大學,2019.
29張龍,陳東高,王大鋒,等.兵器材料科學與工程,2019,42(2),73.
30高闖.坡口約束空間對鈦合金激光⁃MIG復合焊等離子體特性影響的實驗研究.碩士學位論文,華中科技大學,2018.
31HuangAG,ZhangJJ,GaoC,etal.JournalofmanufacturingProces⁃ses,2019,48(12),137.
32蘇軒.中厚度鈦合金激光⁃MIG復合焊接特性研究.碩士學位論文,哈爾濱工業大學,2014.
33黃煒.神經網絡模擬優化的TC4合金激光⁃MIG復合焊研究.碩士學位論文,南京航空航天大學,2020.
34LiRF,ZhangF,SunTZ,etal.InternationalJournalofAdvancedma⁃nufacturingTechnologY,2019,101(3),1.
35ChenSL,LuoSX,YuH,etal.JournalofmanufacturingProcesses,2020,58,1221.
36占小紅,趙艷秋,陳帥,等.航空制造技術,2020,63(11),20.
37DittrichD,StandfussJ,LiebscherJ,etal.PhYsicsProcedia,2011,12,113.
38RendigsKH.Presentationforthe8thmmPDS.Chicago,2005,pp.1.
39maXY,DuanAQ,LuW,etal.RaremetalmaterialsandEngineering,2021,50(7),2300.
40maXY,GongSL,ZhangJX,etal.TransactionsofNonferrousmetalsSocietYofChina,2016,26(3),729.
41馬旭頤,鞏水利,張久興,等.中國激光,2016,43(2),90.
42劉金釗,顏廷艷,康緒楓,等.中國激光,2021,48(18),58.
43許良,蘇居季,周松,等.中國有色金屬學報,2019,29(7),1408.
44陳俐,鞏水利,姚偉.焊接,2008(11),32.
45李時春,鄧輝,肖罡,等.焊接學報,2018,39(10),65.
46許愛平,侯繼軍,董俊慧,等.焊接,2021(10),15.
47許愛平,董俊慧,甄楊,等.焊接,2020(9),24.
48侯繼軍,董俊慧,康志凱.鈦工業進展,2020,37(4),7.
49許愛平.活性劑對TC4鈦合金激光焊工藝及組織性能的影響.碩士學位論文,內蒙古工業大學,2021.
50許愛平,侯繼軍,董俊慧.材料導報,2020,34(S2),1348.
51HouJJ,DongJH,XuAP.RaremetalmaterialsandEngineering,2021,50(12),4236.
52王培,葉源盛,黃春良.鈦工業進展,2016,33(6),5.
53尚慶慧,徐海龍.焊接技術,2022,51(11),11.
54牛小男,崔麗,王鵬,等.焊接學報,2022,43(1),42.
55ZhangY,ZhouJP,SuDQ,etal.JournalofmaterialsResearchandTechnologY,2020,9(2),1662.
56ZhangY,BiYB,ZhouJP,etal.Optics&LaserTechnologY,2019,11,1.
57ZhangY,SunDQ,GuXY,etal.InternationalJournalofAdvancedmanufacturingTechnologY,2019,12,11.
58張巖.鈦合金/不銹鋼異種材料激光焊接頭微觀組織及力學性能的研究.博士學位論文,吉林大學,2019.
59宋庭豐.AISI316L不銹鋼與TC4鈦合金異種金屬焊接組織及性能研究.碩士學位論文,西南交通大學,2018.
60XuWF,ZhangZL.TransactionsofNonferrousmetalsSocietYofChina,2016,26(12),3135.
61XuWF,maJ,LuoYX,etal.TransactionsofNonferrousmetalsSocietYofChina,2020,30(1),160.
62陳曦.基于溫度場和表面微結構調控的TC4/6061異種合金激光深熔釬焊接頭強化研究.博士學位論文,哈爾濱工業大學,2021.
63王偉宇.銅/鈦異種金屬激光焊接頭組織與性能研究.碩士學位論文,江蘇科技大學,2018.
64朱開軒.AZ31B鎂合金/TC4鈦合金異種金屬脈沖激光焊工藝及接頭組織與力學性能研究.碩士學位論文,吉林大學,2020.
劉自剛,通信作者,高級工程師。2013年畢業于蘭州理工大學,獲工學碩士學位。現就職于浙江巴頓焊接技術研究院,主要從事新型高效焊接方法、焊接自動化裝備方面的研發工作。已發表論文10余篇,獲授權發明專利9項,實用新型專利22項。