



發(fā)布日期:2022-7-29 17:33:24
引言
作為一種重要的結(jié)構(gòu)金屬,鈦合金材料在20世紀(jì) 50-60年代得到了世界各國的廣泛應(yīng)用,并在多個重 要領(lǐng)域發(fā)揮著至關(guān)重要的作用。正因鈦合金材料具有 一定的特殊性質(zhì),因此,對鈦合金材料的機(jī)械加工工藝 的分析研究需要嚴(yán)格遵循鈦合金材料的機(jī)械加工原則。為了保證經(jīng)過機(jī)械加工后的鈦合金材料可以滿足 實際使用需求,在實際加工過程中應(yīng)合理選擇切割刀 具的材料,并設(shè)置合理的加工幾何參數(shù),最后選擇合適的機(jī)械加工工藝。
1、鈦合金材料的特性及應(yīng)用
1.1鈦合金材料特性
作為一種新型的、性能良好的金屬材料,鈦合金一 經(jīng)問世,便憑借其良好的材料特性在汽車、醫(yī)療設(shè)施、 航空航天、體育用品等各個領(lǐng)域中得到了廣泛的應(yīng)用, 這與鈦合金材料中本身所含有的氫、碳、氮、氧等元素 含量有著宜接的關(guān)系。本文簡要總結(jié)了鈦板、鈦管、鈦絲等鈦合金材料所 具有的特殊性質(zhì),具體如下。
1.1.1鈦合金材料具有低密度的特性
鈦合金材料的密度僅僅是鋼材料密度的60%,并 且鈦合金材料的強(qiáng)度要遠(yuǎn)遠(yuǎn)高于大部分的合金結(jié)構(gòu) 鋼,因此,鈦合金材料可以完美地替代合金鋼材料,并 具有比合金鋼材料更輕的質(zhì)量,從而符合一些大型結(jié)構(gòu)件減輕重量的需求。
1.1.2鈦合金材料低溫性能較好
經(jīng)實踐證明,在零下253攝氏度的超低溫環(huán)境下, 鈦合金材料仍能保持良好的力學(xué)性能,并具有一定的 可塑性,因此,鈦合金材料是一種非常重要的、適用于 低溫或超低溫環(huán)境的結(jié)構(gòu)材料。
1.1.3鈦合金材料熱溫度較高
鈦合金材料不僅具有良好的低溫性能,同時也具 有較高的熱強(qiáng)度。實踐證明,鈦合金材料在超過500攝 氏度的高溫環(huán)境下仍可以保持較長時間的工作,因此 鈦合金材料可以被廣泛地應(yīng)用于高溫環(huán)境作業(yè)。
1.1.4鈦合金材料具有抗腐蝕性
在潮濕、腐蝕元素角度的環(huán)境下,鈦合金材料所表 現(xiàn)出來的抗腐蝕性遠(yuǎn)遠(yuǎn)高于不銹鋼金屬材料,因此鈦 合金被廣泛地應(yīng)用于海水、硝酸、硫酸等氧化物含量豐 富的環(huán)境中,最常見的應(yīng)用即船只。
1.2鈦合金材料的應(yīng)用
(1)航空航天領(lǐng)域:美國在航空鈦合金應(yīng)用方面起 步較早且較為成熟,其在80年代后設(shè)計的各種先進(jìn)戰(zhàn) 機(jī)中運用了 20%以上的鈦合金材料。如第三代戰(zhàn)機(jī) F15中鈦合金材料占總材料的27%,而第四代戰(zhàn)機(jī)F22 的鈦合金材料占總量比例已經(jīng)高達(dá)41%。
(2)化工裝備領(lǐng)域:鈦合金耐腐蝕的特性使其已成 為化工裝備中主要的防腐蝕材料之一。鈦制化工設(shè)備 最早應(yīng)用在純堿與燒堿工業(yè),但目前已經(jīng)擴(kuò)展到氯酸 鹽、氯化錢、尿素、有機(jī)合成及精細(xì)化工等行業(yè)。目前, 鈦制換熱器占國產(chǎn)鈦制化工設(shè)備總量的絕大部分,其 次是鈦陽極和鈦制容器,比例分別為56.66%、20.41%、 16.28%,剩余為其他鈦制設(shè)備約占6.65%。
(3)生物醫(yī)療領(lǐng)域:鈦合金材料在生物醫(yī)學(xué)領(lǐng)域的 運用最早可追溯到20世紀(jì)40年代初,Bothe等人首先 發(fā)現(xiàn)純鈦與老鼠股骨之間具有良好的生物相容性, Leventhal 10年后又進(jìn)一步證實了純鈦具有良好的生 物相容特性。Branemark于1969年成功地將純鈦用于 口腔種植體,隨后a型鈦合金在臨床上也成功運用于 股骨和脛骨替換材料,促進(jìn)了鈦合金作為醫(yī)療植入件 在生物醫(yī)學(xué)領(lǐng)域的快速發(fā)展及廣泛應(yīng)用。

2、鈦合金材料機(jī)械加工技術(shù)
2.1 鈦合金材料機(jī)械加工難點
作為典型的難加工材料,具有較為活潑化學(xué)性質(zhì) 的鈦合金在高溫狀態(tài)下易與氧氣、二氧化碳、氮氣等發(fā) 生反應(yīng)并形成脆硬層,從而降低鈦合金的塑性,增大刀 具對鈦合金基體材料的切削難度。此外,鈦合金導(dǎo)熱系 數(shù)小,其熱導(dǎo)率不到碳鋼的五分之一,使用傳統(tǒng)機(jī)械加 工方法切削時熱量不易散發(fā),工件局部溫度快速上升, 導(dǎo)致刀尖急劇磨損,刀具使用壽命大大降低。切屑流經(jīng) 前刀面時摩擦力很大,且切屑與刀具容易發(fā)生粘接,進(jìn) 而加劇了刀具的磨損。常見的刀具磨損形式有月牙洼 形前刀面磨損、邊界磨損、微崩刃、后刀面磨損以及刀 具破損等。
因此,鈦合金材料在切削加工過程中,選用的刀具 材料、切削條件等都會對鈦合金的切削加工效率和經(jīng) 濟(jì)性產(chǎn)生很大影響。刀具應(yīng)具有耐磨性好、熱硬性高, 韌性高等特點。同時,改善切削條件也十分重要,刀具 切削部分要盡量短,在保證足夠容屑的情況下盡量加 大切削刃的厚度,提高刀具的強(qiáng)度和剛性,從而在一定 程度上增加了傳統(tǒng)機(jī)械加工方法加工鈦合金材料的難 度和成本。
2.2 鈦合金材料機(jī)械加工技術(shù)研究現(xiàn)狀
李亮等人研究了鈦合金銃削過程中切削溫度峰值 與切削力之間的關(guān)系,結(jié)果表明切削溫度分支滯后于 切削力峰值。Narutaki全面研究了鈦合金TC4銃削和 車削過程中切削力和切削溫度的變化,并證明在小于 200m/min的切削速度下,鈦合金切削力低于同等條件 下切削碳鋼的切削力,但切削溫度遠(yuǎn)高于切削碳鋼時 的溫度,這表明導(dǎo)致鈦合金切削加工過程中刀具磨損 的主要原因是切削溫度。
Jawaid等人研究發(fā)現(xiàn)高速車削鈦合金時,WC硬質(zhì) 合金刀具主要以后刀面的擴(kuò)散磨損為主。而使用PCBN 刀具加工鈦合金時,刀具的主要磨損形式為塑性變形, 而使用含鈦化物的硬質(zhì)合金刀具加工鈦合金時,刀具 主要發(fā)生后刀面磨損及粘結(jié)磨損,嚴(yán)重時甚至出現(xiàn)崩 刃等情況。張琳等人針對鈦合金切削特性從刀具選用、 切削參數(shù)、冷卻液等多方面對鈦合金材料車削及銃削 工藝進(jìn)行分析,總結(jié)出了十分寶貴的經(jīng)驗。
2.3 鈦合金材料的機(jī)械加工原則
科學(xué)合理的機(jī)械加工原則是保證鈦合金材料機(jī)械 加工水平的基本要求。若鈦合金材料在機(jī)械加工的過 程中沒有嚴(yán)格遵循加工原則,那么也就無法保障機(jī)械 加工出的鈦合金產(chǎn)品質(zhì)量。因此在進(jìn)行鈦合金材料機(jī) 械加工原則的分析前,對鈦合金材料的機(jī)械加工原則 進(jìn)行明確是十分有必要的。
2.3.1 合理選擇刀具材料
作為鈦合金材料機(jī)械加工過程中的核心工具,刀 具的選擇是十分重要的,因此應(yīng)充分結(jié)合鈦合金材料 的特性,選擇合適的刀具材料。在刀具材料的選擇上, 不僅需要綜合考慮所采用的切割方法、所涉及到加工 技術(shù),同時還需要充分考慮刀具材料的經(jīng)濟(jì)性,這樣才 能真正保證刀具材料選擇的合理性,在切實保障鈦合 金材料機(jī)械加工的質(zhì)量的同時,保證加工企業(yè)的經(jīng)濟(jì) 效益。
2.3.2 優(yōu)化切削條件
在對鈦合金材料進(jìn)行機(jī)械加工時,為了充分滿足 機(jī)械加工系統(tǒng)的實際需求,就需要最大限度地提高機(jī) 械加工切削條件的質(zhì)量。優(yōu)化切削條件中最重要的一 個步驟即工作人員合理調(diào)整機(jī)械加工機(jī)床結(jié)構(gòu)之間的 間隙,從而減少在機(jī)械加工過程中所產(chǎn)生的機(jī)床主軸 部件震動,進(jìn)而提高鈦合金材料的機(jī)械加工質(zhì)量。另 外,為了提高刀具的硬度以及強(qiáng)度,還需要適當(dāng)?shù)貙Φ?具進(jìn)行調(diào)整,如減少刀具切削長度,增加刀具厚度等, 這樣不僅可以提高切削效率,同時還可以降低刀具損 耗,延長刀具的使用時間。
2.3.3 在合理范圍內(nèi)控制切削量
由于鈦合金材料相比于其他金屬材料來說具有較 多的特殊性,因此鈦合金材料的機(jī)械加工也不同于其 他材料的加工叫如,鈦合金材料的機(jī)械加工應(yīng)合理控 制鈦合金材料的切削量,并且切削量的控制無法按照 其他金屬材料的標(biāo)準(zhǔn)。
鈦合金材料機(jī)械加工中切削量的控制可以從以下 幾個方面入手:首先,合理控制切削速度。過快的切削 速度必然伴隨著大量的熱量產(chǎn)生,使刀具的溫度增加。 當(dāng)?shù)毒叩臏囟瘸^合理范圍時,刀具的硬度與強(qiáng)度都 會受到影響,從而對刀具造成不可逆的損傷,增加加工 成本,以此應(yīng)適當(dāng)降低切削速度。其次,合理控制切削 深度。在對鈦合金材料的機(jī)械加工過程中,切削深度的 變化不會造成切削溫度的變化,因此,當(dāng)切削速度降低 后,可以適當(dāng)增加切削深度,從而保證鈦合金材料的機(jī) 械加工效率。其中需要著重注意的一點是,在進(jìn)行粗車 操作時,應(yīng)保證刀具的刀刃完全進(jìn)入被加工材料的表 面,從而避免對刀刃造成損傷。最后,切忌在切削過程 中停止走刀,一旦在切削過程中停止走刀,就可能會導(dǎo) 致刀刃與鈦合金材料之間的摩擦力,使鈦合金材料出 現(xiàn)表面硬化的現(xiàn)象,最終導(dǎo)致機(jī)械加工后的鈦合金材 料無法使用。

3、鈦合金材料機(jī)械加工工藝分析
目前來說,常用的鈦合金材料機(jī)械加工方法為車 削、鉆削、攻絲、電火花等。而不同情況下的鈦合金材料機(jī)械加工,需要采用不同的加工工藝。機(jī)械加工工藝選 擇的合理與否,將直接決定著鈦合金材料的機(jī)械加工 效果與效率,同時也可以為加工企業(yè)節(jié)約成本,接下 來,從切削液、刀具材料、工藝參數(shù)三個方面對鈦合金 材料機(jī)械加工工藝進(jìn)行分析。
3.1 切削液
切削液在鈦合金材料機(jī)械加工的過程中發(fā)揮著至 關(guān)重要的作用。由于鈦合金材料在切削過程中會伴隨 著大量的切屑與熱量產(chǎn)生,需要切削液來對其進(jìn)行合 理的處理,因此,切削液的選擇是鈦合金材料機(jī)械加工 過程中的重要工藝之一。有大量實踐研究表明,科學(xué)合 理地選擇切削液可以有效提高鈦合金材料機(jī)械加工的 效率,并減少機(jī)械加工過程中設(shè)備的損耗,提高鈦合金 材料的機(jī)械加工質(zhì)量。一般來說,國內(nèi)鈦合金材料機(jī)械 加工通常使用水溶性、堿性、油性的切削液,也有一些 國內(nèi)外企業(yè)采用鹵素潤滑冷卻液作為鈦合金材料機(jī)械 加工的切削液,這種切削液雖然具有較好的冷卻性,但 其長期使用的話會在鈦合金材料表面形成一層鹽層, 并具有一定的腐蝕性,因此使用這種切削液時應(yīng)注意 定期清理鹽層。還有部分企業(yè)在進(jìn)行鈦合金材料的機(jī) 械加工時采用新型固體潤滑劑代替切削液,但這種方 式同樣會對設(shè)備造成損害,因此,應(yīng)綜合權(quán)衡利弊,并 結(jié)合實際情況合理選擇切削液。
3.2 刀具材料
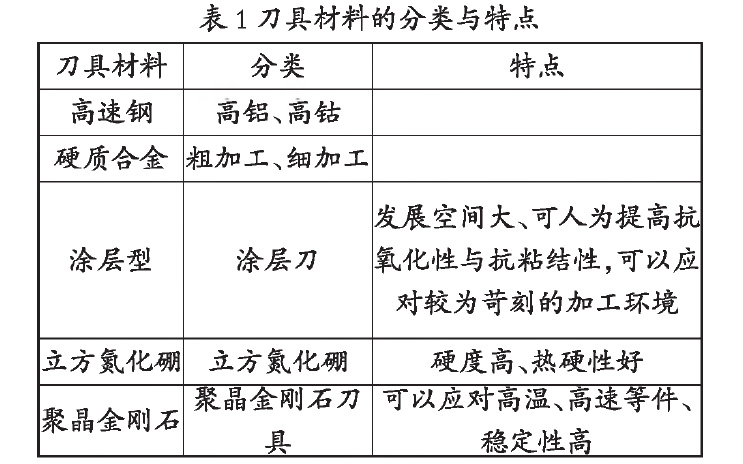
在鈦合金材料機(jī)械加工工藝中,刀具的性能宜接 決定著機(jī)械加工的效率與質(zhì)量。由于鈦合金材料具有 導(dǎo)熱性差、可塑性不高、硬度較高等特點,并且鈦合金 材料的機(jī)械加工環(huán)境具有高溫、高壓等特點,因此刀具 材料的選擇非常重要。一般情況下,加工企業(yè)為了控制 成本,減少刀具的磨損程度,往往會選擇一些具有高耐 磨性、高硬度的刀具,如表1所示。
3.3 刀具的幾何參數(shù)
鈦合金材料機(jī)械加工中所使用的刀具一般有車刀、鉆頭、銃刀、絲錐、餃刀等。進(jìn)行鈦合金材料的粗加工時應(yīng)保證刀具的幾何參數(shù),如前后角尺寸等。在對鈦合金 材料進(jìn)行精加工時,應(yīng)保證刀刃沒有倒棱,從而保證加 工出的鈦合金材料尺寸精準(zhǔn)、表面光滑。在使用鉆頭進(jìn) 行鈦合金材料的加工時,應(yīng)保證螺旋角度設(shè)計的合理 性,從而滿足加工時的冷卻和排屑,同時還需要保證鉆 頭的強(qiáng)度和穩(wěn)定性。由于銃刀會與鈦合金材料的表面 進(jìn)行宜接接觸,因此應(yīng)謹(jǐn)慎選擇銃刀的設(shè)計。在使用絲 錐進(jìn)行鈦合金材料的加工時,應(yīng)當(dāng)將前角控制在6度 至9度的范圍內(nèi),后角控制在5度至11度的范圍內(nèi), 錐角控制在5度至7度的范圍內(nèi),從而防止在加工過 程中出現(xiàn)齒崩與扭斷的現(xiàn)象。
4、結(jié)語
綜上所述,鈦合金已經(jīng)成為當(dāng)今應(yīng)用廣泛的金屬 材料之一,并且在各個領(lǐng)域發(fā)揮著重要的作用,因此, 加強(qiáng)對鈦合金材料機(jī)械加工工藝的分析研究具有重要 的現(xiàn)實意義。
參考文獻(xiàn):
[1]杜紅春,張祺.鈦合金切削加工參數(shù)優(yōu)化數(shù)學(xué)模 型 及工藝參數(shù)分析研究[J].機(jī)電工程,2020,37(11): 1280-1287.
[2]徐九華.鈦合金切削磨削加工技術(shù)研究進(jìn)展[J]. 金剛石與磨料磨具工程,2020,40(05) :1-4,
[3]張宇辰.航空TC21鈦合金的機(jī)械加工[J].經(jīng)濟(jì) 技術(shù)協(xié)作信息,2019(22):137.
[4]吳進(jìn)進(jìn).鈦合金材料的機(jī)械加工工藝分析口南 方農(nóng)機(jī),2019,50(10):256.
[5]王旭.關(guān)于鈦合金整體結(jié)構(gòu)件加工關(guān)鍵技術(shù)研究[J]沖國機(jī)械,2019(15):57-58.