



∞l≤º»’∆⁄£∫2020-4-4 23:03:13
÷–»A»À√Òπ≤∫Õá¯á¯º“òÀú GB/T3623-2007
GB/T3623“ª2007 ¥˙ÃÊ GB/T3623-1998
‚ź∞‚Å∫œΩΩz Titanium and titanium alloy wire
2007-04-30 ∞l≤º 2007-11-01 åç ©
÷–»A»À√Òπ≤∫Õá¯á¯º“Ÿ|¡ø±O∂ΩôzÚûôz“þøÇæ÷ ÷–á¯á¯º“òÀú ªØπп̌ØÜTï˛ ∞l≤º
«∞—‘
±æòÀú ¥˙ÃÊGB/T 3623“ª1998°∂‚ź∞‚Å∫œΩΩz°∑°£
±æòÀú ≈cGB/T 3623“ª1998œý±»÷˜“™◊ɪػÁœ¬£∫
-------ºÉ‚ÅΩYòãº˛Ωz¡¶åW–‘ƒÐ÷∏òÀÖ¢’’ASTM B 348∫ÕASTM B 863’{’˚£¨ ∆‰÷–TA2°¢TA3°¢TA4µƒèä∂»÷∏òÀ±»Gr.2°¢Gr.3°¢Gr.4∏¸∏þ£ª
-------‘≠TA4≈∆Ãñ◊ÉûÈTA28£ª
-------‘ˆº”¡ÀTA1-1°¢TC2∫ÕTC4ELI»˝∑N≈∆Ãñ£ª
-------’{’˚¡ÀºÉ‚Å∫∏ΩzµƒªØåW≥…∑÷£¨ ∆‰÷–Ègœ∂(ELDºÉ‚Å∫∏ΩzµƒªØåW≥…∑÷£¨ ≈cAWS A5.16-2004ª˘±æ“ª÷¬£ª
-------º”åí¡ÀTC4‚Å∫œΩΩz≤ƒµƒπ©ÿõ÷±èΩ∑∂á˙£¨≤¢å¶÷±èΩ1mm~2mmΩYòãΩz≤ƒµƒ¡¶åW–‘ƒÐ÷∏òÀþM––¡À’{’˚£ª
-------‘ˆº”¡À÷±∂ŒΩz°¢èÕ¿@π©ÿõ∑Ω Ω£¨≤¢“é∂®¡ÀâAÀ·œ¥∫Õƒ•π‚µƒ±Ì√ÊÃé¿Ì∑Ω Ω£ª
-------‘ˆº”¡ÀôzÚûΩYπ˚µƒ≈–∂®∑Ω∑®°£
±æòÀú ÷–µƒ∏Ω‰õA «“é∑∂–‘∏Ω‰õ°£
±æòÀú ”…÷–ᯔ–…´ΩåŸπ§òIÖfï˛Ã·≥ˆ°£
±æòÀú ”…»´á¯”–…´ΩåŸòÀú ªØºº–gŒØÜTï˛öwø⁄°£
±æòÀú ”…åö‚źØàF”–œÞπ´Àæ°¢åöÎu‚ÅòIπ…∑ð”–œÞπ´Àæÿìÿü∆≤ð£¨
±æòÀú ÷˜“™∆≤ð»À£∫Õı”¿√∑°¢¸S”¿π‚°¢ÕıΩ®±Û°¢ÕıÌfÁ˜°¢—¶ª¢√˜°£
±æòÀú ”…»´á¯”–…´ΩåŸòÀú ªØºº–gŒØÜTï˛ÿìÿüΩ‚·å°£
±æòÀú À˘¥˙ÃÊòÀú µƒöv¥Œ∞ʱæ∞l≤º«ÈõrûÈ£∫
—YB 764-1970£ªGB/T 3623—1983°¢GB/T 3623-1998°£
‚ź∞‚Å∫œΩΩz
1°¢∑∂á˙
±æòÀú “é∂®¡À‚ź∞‚Å∫œΩΩzµƒ“™«Û°¢‘áÚû∑Ω∑®°¢ôzÚû“éÑtº∞òÀ÷æ°¢∞¸—b°¢þ\ðî∫ÕŸA¥Êº∞”ÜÿõÜŒ(ªÚ∫œÕ¨)É»»ð°£
±æòÀú þm”√”⁄÷∆◊˜ΩYòãº˛°¢æoπú˛°¢ÎäòO≤ƒ¡œ∫Õ∫∏Ω”≤ƒ¡œµ»”√Õ浃àA–ŒΩz≤ƒ°£
2°¢“é∑∂–‘“˝”√Œƒº˛
œ¬¡–Œƒº˛÷–µƒóløÓÕ®þ^±æòÀú µƒ“˝”√∂¯≥…ûȱæòÀú µƒóløÓ°£∑≤ «◊¢»’∆⁄µƒ“˝”√Œƒº˛£¨∆‰ÎS∫ÛÀ˘”–µƒ–Þ∏ƒÜŒ(≤ª∞¸¿®ø±’`µƒÉ»»ð)ªÚ–Þ”Ü∞Êæ˘≤ªþm”√”⁄±æòÀú £¨»ª∂¯£¨πƒÑÓ∏˘ì˛±æòÀú þ_≥…Öf◊hµƒ∏˜∑Ω—–æø «∑Òø… π”√þ@–©Œƒº˛µƒ◊Ó–¬∞ʱ氣∑≤ «≤ª◊¢»’∆⁄µƒ“˝”√Œƒº˛£¨∆‰◊Ó–¬∞ʱæþm”√”⁄±æòÀú °£
GB/T 228ΩåŸ≤ƒ¡œ “úÿ¿≠…Ï‘áÚû∑Ω∑®
GB/T 3620.1‚ź∞‚Å∫œΩ≈∆Ãñ∫ÕªØåW≥…∑÷
GB/T 3620.2‚ź∞‚Å∫œΩº”π§Æa∆∑ªØåW≥…∑÷‘ ‘S∆´≤Ó
GB/T 4698(À˘”–≤ø∑÷)∫£æd‚Å°¢‚ź∞‚Å∫œΩªØåW∑÷Œˆ∑Ω∑®
GB/T 5168É…œý‚Å∫œΩ∏þµÕ±∂ΩMøóôzÚû∑Ω∑®
GB/T 8180‚ź∞‚Å∫œΩº”π§Æa∆∑µƒ∞¸—b°¢òÀ÷æ°¢þ\ðî∫ÕŸA¥Ê
3°¢“™«Û
3.1 ∑÷Óê
Æa∆∑∞¥”√Õæ∑÷ûÈÉ…Óê£∫
ΩYòãº˛Ωz——÷˜“™”√◊˜ΩYòãº˛∫Õæoπú˛µƒΩz≤ƒ£ª
∫∏Ωz——÷˜“™”√◊˜ÎäòO≤ƒ¡œ∫Õ∫∏Ω”≤ƒ¡œµƒΩz≤ƒ°£
3.2 ≈∆Ãñ°¢ÝÓëB∫Õ“é∏Ò
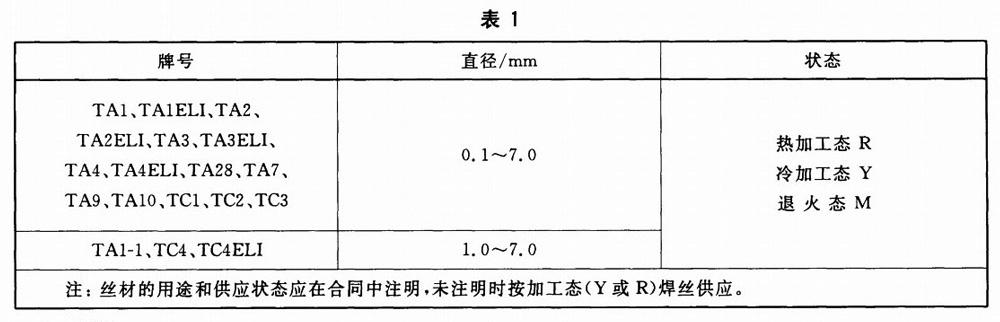
Æa∆∑µƒ≈∆Ãñ°¢ÝÓëB∫Õ“é∏Òë™∑˚∫œ±Ì1µƒ“é∂®£¨
3.3 ≤ƒ¡œ
”√”⁄÷∆‘ÏΩz≤ƒµƒËTÂVë™≤…”√’Êø’◊‘∫ƒÎ䪰Ýt»€üí£¨»€üí¥Œîµ≤ªµ√…Ÿ”⁄É…¥Œ°£
3.4 ªØåW≥…∑÷
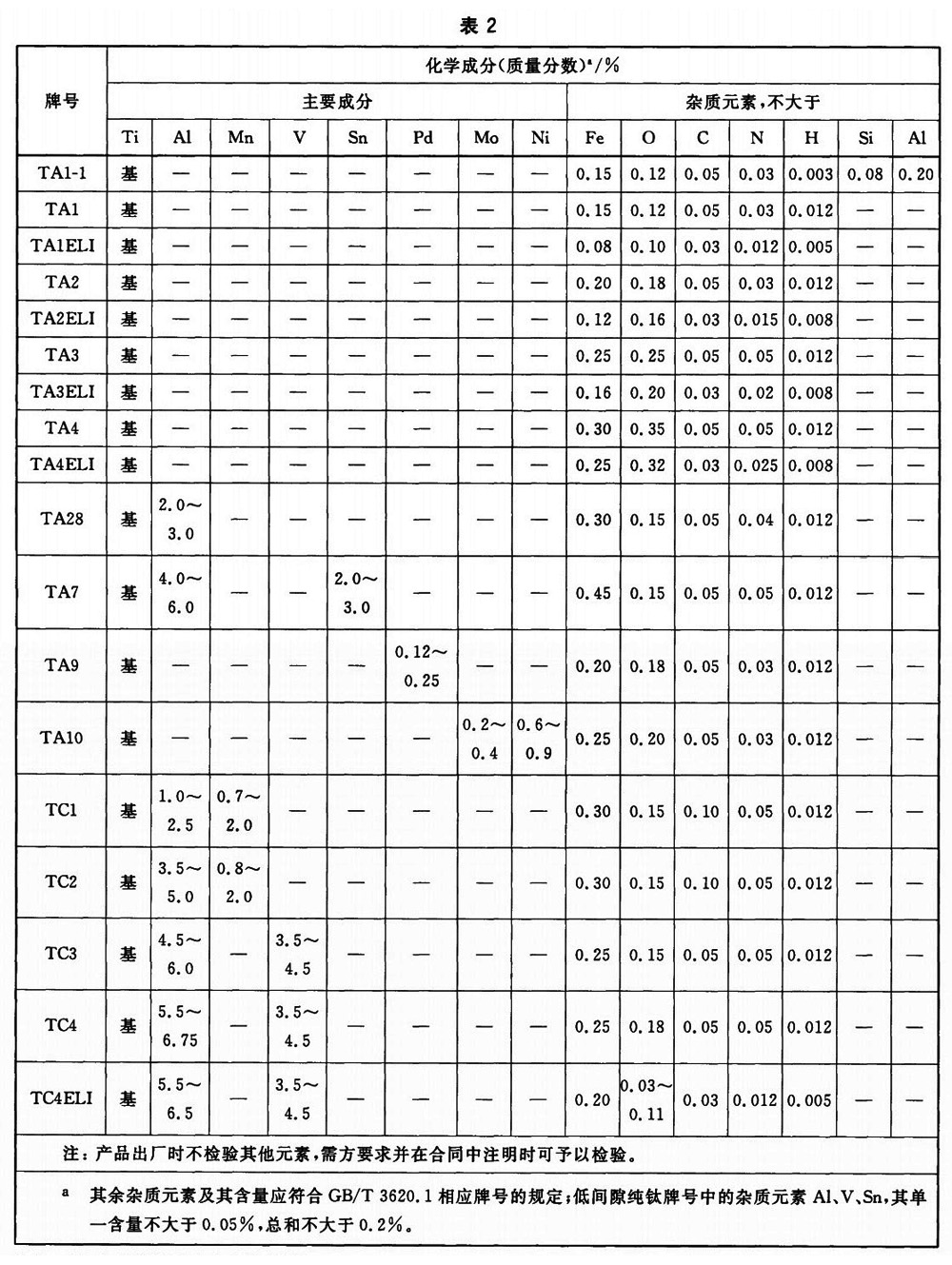
3.4.1 ΩYòãº˛ΩzµƒªØåW≥…∑÷ë™∑˚∫œGB/T3620.1÷–œýë™≈∆Ãñµƒ“é∂®£ª∫∏ΩzµƒªØåW≥…∑÷ë™∑˚∫œ±Ì2µƒ“é∂®°£
3.4.2–Ë∑ΩèƒÆa∆∑…œ»°ò”þM––ªØåW≥…∑÷èÕÚûïr£¨∆‰≥…∑÷‘ ‘S∆´≤Óë™∑˚∫œGB/T 3620.2µƒ“é∂®°£
3.5 ≥þ¥Á°¢–ŒÝÓº∞≥þ¥Á‘ ‘S∆´≤Ó
3.5.1 Ωz≤ƒ“ª∞„…¢æÌπ©ÿõ£¨Æî–Ë∑Ω“™«Û«“‘⁄∫œÕ¨÷–◊¢√˜ïr£¨÷±èΩ–°”⁄3.5mmµƒ∫∏Ωzø…∫∏Ω”èÕ¿@(±P)°£Ωz≤ƒµƒ÷±èΩ‘ ‘S∆´≤Óë™∑˚∫œ±Ì3µƒ“é∂®°£
3.5.2 ÷±èΩ¥Û”⁄1.0mmµƒΩz≤ƒ£¨–Ë∑Ω“™«Û«“‘⁄∫œÕ¨÷–◊¢√˜ïr“≤ø…π©÷±∂ŒΩz°£÷±∂ŒΩz÷±èΩ‘ ‘S∆´≤Óë™∑˚∫œ±Ì3µƒ“é∂®°£
3.5.3 º”π§ëB÷±Ωzµƒ≤ª∂®≥þÈL∂»ûÈ700mm~3000mm£ªÕÀªëB÷±Ωzµƒ≤ª∂®≥þÈL∂»£∫÷±èΩ¥Û”⁄2.0mmïr£¨ûÈ500mm~2000mm£ª÷±èΩ‘⁄1.0mm~2.0mmïr£¨ûÈ500mm~1000mm£¨∂®≥þµƒÈL∂»ë™‘⁄≤ª∂®≥þÈL∂»∑∂á˙É»£¨∂®≥þµƒÈL∂»‘ ‘S∆´≤ÓûÈ+6mm°£
3.5.4 …¢æÌΩz≤ƒ≤ª‘ ‘S”–“∞”◊÷–Œ£¨
3.5.5 ÷±Ωzµƒèù«˙∂»≤ªµ√¥Û”⁄5mm/m°£

3.6 ¡¶åW–‘ƒÐ
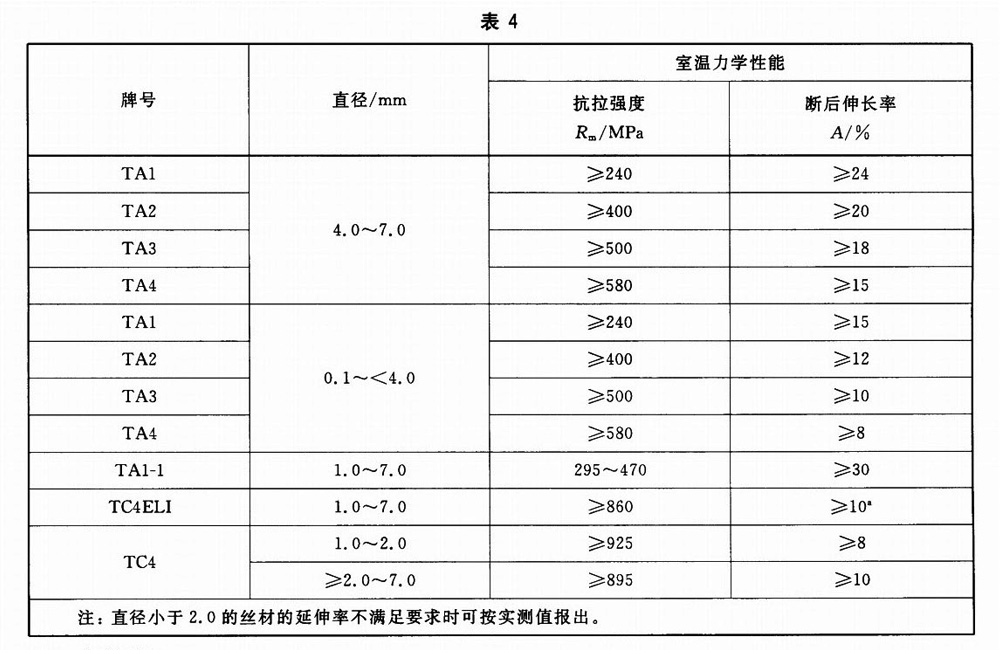
Ωõü·Ãé¿Ì∫Û£¨ΩYòãº˛Ωzµƒ “úÿ¡¶åW–‘ƒÐë™∑˚∫œ±Ì4µƒ“é∂®£¨±Ì4“‘Õ‚∆‰À˚≈∆ÃñΩYòãº˛Ωzµƒ–‘ƒÐàÛåçúy÷µ£¨Ωz≤ƒü·Ãé¿Ì÷∆∂»∞¥∏Ω‰õAþM––°£
3.7 µÕ±∂ôzÚû
÷±èΩ3mm“‘…œµƒΩz≤ƒë™þM––µÕ±∂ôzÚû£¨ôMœÚµÕ±∂…œë™üoøsŒ≤°¢ö‚ø◊°¢∑÷å”°¢¡—øp°¢Ω埪Ú∑«ΩåŸäAÎs°£
3.8 Õ‚”^Ÿ|¡ø
3.8.1 Ωz≤ƒµƒ±Ì√Ê“ª∞„ûÈâAÀ·œ¥±Ì√Ê°£≤ª–°”⁄2.0mmµƒ÷±Ωz£¨”√ëÙ“™«Û≤¢‘⁄∫œÕ¨÷–◊¢√˜ïrø…π©ë™ƒ•π‚±Ì√Ê°£
3.8.2 Ωz≤ƒ±Ì√Ê뙫Âù磨üo—ıªØ…´£¨≤ªë™”–¡—ºy°¢∆∆§°¢∆¥Ã°¢∞þ∫€∫ÕäAÎsµ»°£
3.8.3 Ωz≤ƒ±Ì√Ê‘ ‘S”–ðpŒ¢µƒ°¢≤ª≥¨þ^Ωz≤ƒ÷±èΩ‘ ‘S∆´≤Óµƒæ÷≤øµƒÑùÇ˚°¢≤¡Ç˚°¢∞þ¸c∫Õ∞ºø”µ»°£
4°¢ôzÚû∑Ω∑®
4.1 ªØåW≥…∑÷∑÷Œˆ∑Ω∑®
Æa∆∑µƒªØåW≥…∑÷÷Ÿ≤√∑÷Œˆ∑Ω∑®∞¥GB/T 4698µƒ“é∂®þM––°£
4.2 ≥þ¥ÁôzÚû∑Ω∑®
Æa∆∑µƒ≥þ¥Áë™ π”√œýë™æ´∂»µƒ¡øæþþM––úy¡ø°£
4.3 ¡¶åW–‘ƒÐ‘áÚû∑Ω∑®
Ωz≤ƒµƒ “úÿ¿≠…Ï‘áÚû∞¥GB/T228þM––£¨‘áò”≥þ¥Á“é∂®ûÈ£∫Φ<4mmïr,L°£=50mm;Φ≥4mmïr,Lo=4d°£
4.4 µÕ±∂ôzÚû∑Ω∑®
Ωz≤ƒµƒµÕ±∂ôzÚû∞¥GB/T 5168þM––°£
4.5 Õ‚”^Ÿ|¡øµƒôzÚû
Æa∆∑µƒÕ‚”^Ÿ|¡ø”√ƒø“ïôzÚû°£
5°¢ôzÚû“éÑt
5.1 ôz≤È∫ÕÚû ’
5.1.1 Ωz≤ƒë™”…π©∑ΩŸ|¡øôzÚû≤øÈTþM––ôzÚû£¨±£◊CÆa∆∑Ÿ|¡ø∑˚∫œ±æòÀú µƒ“é∂®£¨≤¢ÃÓåëŸ|¡ø◊C√˜ï¯°£
5.1.2 –Ë∑Ωë™å¶ ’µΩµƒÆa∆∑∞¥±æòÀú µƒ“é∂®þM––ôzÚû°£ôzÚûΩYπ˚≈c±æòÀú ªÚ”Üÿõ∫œÕ¨µƒ“é∂®≤ª∑˚ïr£¨ë™“‘ï¯√Ê–Œ ΩœÚπ©∑Ω÷≥ˆ£¨”…π©–ËÎp∑ΩÖf…ÃΩ‚õQ£¨åŸ”⁄±Ì√ÊŸ|¡øµƒÆê◊h£¨ë™‘⁄ ’µΩÆa∆∑÷Æ»’∆“ªÇÄ‘¬É»Ã·≥ˆ£¨åŸ”⁄∆‰À˚µƒÆê◊h£¨ë™‘⁄ ’µΩÆa∆∑÷Æ»’∆»˝ÇÄ‘¬É»Ã·≥ˆ°£»Á–Ë÷Ÿ≤√£¨π©–ËÎp∑Ωπ≤Õ¨þM––£¨
5.2 ΩM≈˙
Ωz≤ƒë™≥…≈˙Ã·ΩªÚû ’£¨√ø≈˙ë™”…Õ¨“ª≈∆Ãñ°¢Õ¨“ª»€üíÝtÃñ°¢Õ¨“ª…˙Æa∑Ω∑®°¢Õ¨“ªü·Ãé¿ÌÝt≈˙°¢Õ¨“ªÝÓëB∫ÕÕ¨“ª“é∏ÒµƒΩz≤ƒΩM≥…°£
5.3 ôzÚûÌóƒø
√ø≈˙Æa∆∑æ˘ë™þM––ªØåW≥…∑÷°¢≥þ¥Á∆´≤Ó°¢µÕ±∂ôzÚû∫ÕÕ‚”^Ÿ|¡øµƒôzÚû°£ΩYòãΩzþÄë™þM––¡¶åW–‘ƒÐôzÚû°£
5.4 »°ò”
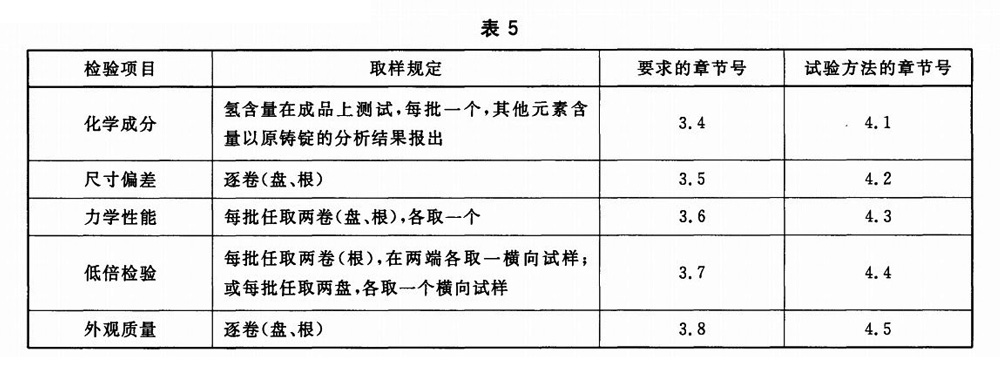
Æa∆∑»°ò”ë™∑˚∫œ±Ì5µƒ“é∂®°£
5.5 ôzÚûΩYπ˚µƒ≈–∂®
5.5.1 ªØåW≥…∑÷≤ª∫œ∏Òïr£¨Æa∆∑’˚≈˙≤ª∫œ∏Ò°£
5.5.2 Æa∆∑≥þ¥Á∆´≤Ó°¢Õ‚”^Ÿ|¡ø≤ª∫œ∏Òïr£¨‘ ‘Sπ©∑Ω嶑ìæÌ(±P°¢∏˘)«–»•“ª∂®ÈL∂»∫Û÷ÿ–¬ôzÚû£¨÷±÷¡µ»∫œ∏Ò°£
5.5.3 ÆåW–‘ƒÐôzÚûΩYπ˚÷–”–‘áò”≤ª∫œ∏Ò£¨ë™èƒ‘ì≈˙Æa∆∑(∞¸¿®‘≠ ÐôzÆa∆∑)÷–¡Ì»°Îp±∂øµƒ‘áò”þM––÷ÿèÕ‘áÚû£¨‘áÚûΩYπ˚»´≤ø∫œ∏Ò£¨Ñt≈–’˚≈˙Æa∆∑∫œ∏Ò°£»Ù»‘”–“ªÇÄΩYπ˚≤ª∫œ∏Ò£¨Ñt≈–‘ì≈˙Æa∆∑≤ª∫œ∏Ò°£
Æa∆∑þÄø…“‘”…π©∑Ω÷º˛ôzÚû£¨∫œ∏Ò’þΩªÿõ°£
5.5.4 µÕ±∂ôzÚûΩYπ˚µƒ≈–∂®
5.5.4.1 “Ú¡—ºyªÚøsŒ≤≤ª∫œ∏Òïr£¨‘ ‘Så¶≤ª∫œ∏Òµƒ‘ìæÌ(±P°¢∏˘)«–»•“ª∂®ÈL∂»∫Û÷ÿèÕôzÚû£¨÷±÷¡∫œ∏Ò£¨∆‰”ýÆa∆∑÷æÌ(±P°¢∏˘)ôzÚû£¨∫œ∏Ò’þ÷ÿ–¬ΩM≈˙Ωªÿõ°£
5.5.4.2 µÕ±∂…œ”–¡—ºy°¢∑«ΩåŸäAÎsŒÔïr£¨≈–‘ì≈˙àÛèU°£µ´‘ ‘Sπ©∑Ω÷æÌ(±P°¢∏˘)ôz≤È£¨∫œ∏Ò’þΩªÿõ°£
6°¢òÀ÷æ°¢∞¸—b°¢þ\ðî°¢ŸA¥Ê
6.1 Æa∆∑òÀ÷æ
‘⁄“—ôzÚû∫œ∏ÒµƒÆa∆∑…œë™ŸNòÀ∫ûªÚíÏòÀ≈∆£¨∆‰…œ◊¢√˜»Áœ¬òÀ”õ£∫
a)…˙ÆaèS√˚∑Q°¢…ÃòÀ£ª
b)≈∆Ãñ∫Õ»€üíÝtÃñ£ª
c)π©ë™ÝÓëB£ª
d)Æa∆∑“é∏Ò°£
6.2 ∞¸—b°¢∞¸—bòÀ÷æ°¢þ\ðî°¢ŸA¥Ê
Æa∆∑µƒ∞¸—b°¢∞¸—bòÀ÷æ°¢þ\ðî∫ÕŸA¥Êë™∑˚∫œGB/T 8180µƒ“é∂®°£
6.3 Ÿ|¡ø◊C√˜ï¯
√ø≈˙Æa∆∑ë™∏Ω”–Ÿ|¡ø◊C√˜ï¯£¨◊¢√˜£∫
a)π©∑Ω√˚∑Q°¢µÿ÷∑°¢Îä‘í°¢Ç˜’Ê£ª
b)Æa∆∑√˚∑Q£ª
c)≈∆Ãñ°¢»€üíÝtÃñ°¢≈˙Ãñ£ª
d)π©ë™ÝÓëB£ª
e)Æa∆∑“é∏Ò£ª
f)Æa∆∑ÉÙ÷ÿ°¢º˛îµ£ª
g)ôzÚûΩYπ˚º∞Ÿ|¡øôzÚû≤øÈTµƒ”°”õ£ª
h)±æòÀú æéÃñ£ª
i)∞¸—b»’∆⁄°£
7°¢”ÜÿõÜŒ(ªÚ∫œÕ¨)É»»ð
”ÜŸè±æòÀú À˘¡–Æa∆∑µƒ”ÜÿõÜŒ(ªÚ∫œÕ¨)É»»ðë™∞¸¿®“‘œ¬É»»ð£∫
a)Æa∆∑√˚∑Q£ª
b)≈∆Ãñ£ª
c)π©ë™ÝÓëB°¢”√Õæ°¢–Œ Ω(–Ë∫∏Ω”èÕ¿@ïr)£ª
d)±Ì√ÊÃé¿Ì“™«Û£ª
e)Æa∆∑“é∏Ò£ª
f)÷ÿ¡ø°¢º˛îµ£ª
g)∆‰À˚“™«Û£ª
h)±æòÀú æéÃñ°£
∏Ω‰õA
(“é∑∂–‘∏Ω‰õ)
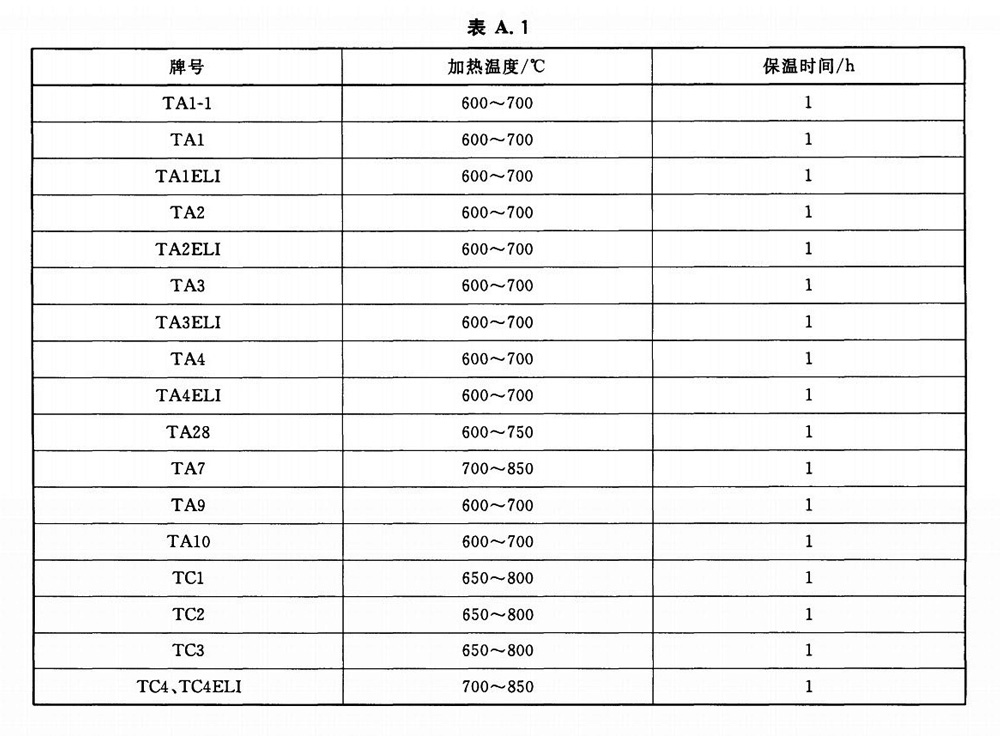
‚ź∞‚Å∫œΩΩz≤ƒµƒü·Ãé¿Ì÷∆∂»
A.1‚ź∞‚Å∫œΩΩz≤ƒµƒü·Ãé¿Ì÷∆∂»
‚ź∞‚Å∫œΩΩz≤ƒµƒü·Ãé¿Ì÷∆∂»“ä±ÌA.1.
tagòÀ∫û:‚ÅΩzòÀú ,‚ź∞‚Å∫œΩΩz