



發布日期:2020-3-13 15:24:45
中華人民共和國國家標準
GB/T3625—2007代替GB/T3625一1995
換熱器及冷凝器用鈦及鈦合金管
Titanium and titanium alloy tube for condensers and heat exchangers
2007-04-30發布 2007-11-01實施
中華人民共和國國家質量監督檢驗檢疫總局
中國國家標準化管理委員會 發布
前言
本標準代替GB/T3625-1995《換熱器及冷凝器用鈦及鈦合金管》。
本標準參照ASTMB338:2006.并結合國內生產和使用實際,在GB/T 3625-1995的基礎上進行修訂。
本標準與GB/T 3625-1995相比,主要有以下變動:
——取消了原標準中TA0牌號,增加了TA3、TA9-1牌號,并對各牌號對應的化學成分作了修訂,與ASTM相應牌號完全一致;
——增加了的厚鑒范圍;
——增加了TA3、TA9-1的力學性能指標和TA10合金管材的規定非比例延伸強度R,·提高了TA10合金管材抗拉強廢指標;
——增加了TA3、TA9-1的工藝性能指標,提高了TA10管材水壓試驗壓力值;
——壓扁試驗要求與ASTM B338-2006的規定一致:
——增加了對訂貨單(或合同)的要求。
本標準由中國有色金屬工業協會提出.
本標準由全國有色金屬標準化技術委員會歸口.
本標準由寶鈦集團有限公司、寶雞鈦業股份有限公司負責起草。
本標準主要起草人:黃永光、李寶霞、李農、張平解、佟學文、羊玉蘭、王韋琪。
本標準由全國有色金屬標準化技術委員會負責解釋,
本標準所代替標準的歷次版本發布情況為:
——GB/T 3625-1983;GB/T 3625-1995。
換熱器及冷凝器用鈦及鈦合金管
1、范圍
本標準規定了鈦及鈦合金管的要求,試驗方法,檢驗規則和標志、包裝、運輸、貯存及合同內容等。
本標準適用于冷軋(冷拔)方法生產的鈦及鈦合金無縫管和焊接法及焊接-軋制法生產的鈦及鈦合金管。
本標準適用于制作換熱器、冷凝器及各種壓力容器所使用的鈦及鈦合金管。
2、規范性引用文件
下列文件中的條款通過本標準的引用而成為本標準的條款。凡是注日期的引用文件,其隨后所有的修改單(不包括期誤的內容)或修訂版均不適用于本標準,然而,鼓勵根據本標準達成協議的各方研究是否可使用這些文件的最新版本.凡是不注日期的引用文件,其最新版本適用于本標準。
GB/T 228 金屬材料 室溫拉伸試驗方法
GB/T 241 金屬管液壓試驗方法
GB/T 242 金屬管 擴口試驗方法
GB/T 246 金屬管 壓扁試驗方法
GB/T 3620.1 鈦及鈦合金牌號和化學成分
GB/T 3620.2 鈦及鈦合金加工產品化學成分允許偏差
GB/T 4698(所有部分) 海綿鈦、鈦及鈦合金化學分析方法
GB/T 8180 鈦及鈦合金加工產品的包裝、標志、運輸和貯存
GB/T 12969 鈦及鈦合金管材超聲波和鍋流檢驗方法
3、要求
3.1 產品分類
3.1.1 產品的牌號、狀態和規格
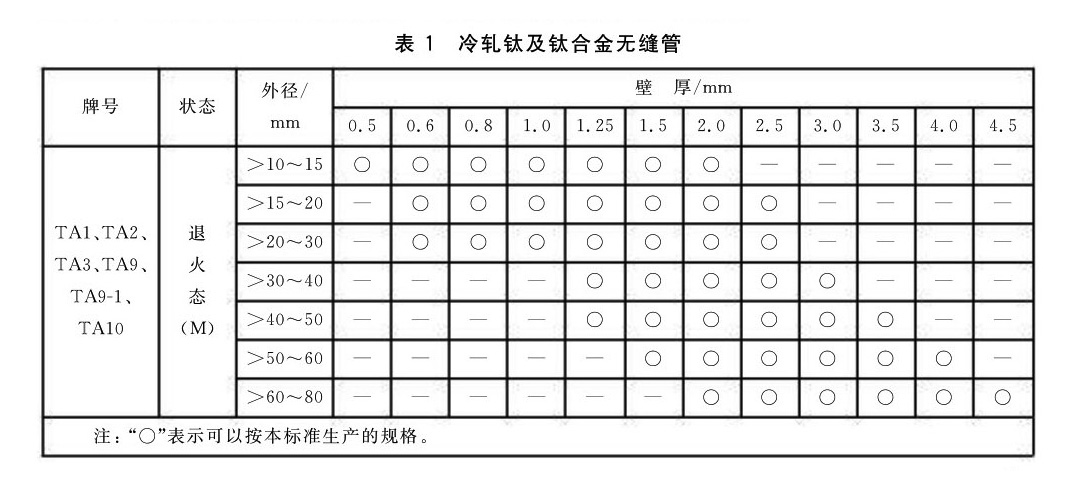
3.1.1.1 冷軋鈦及鈦合金無縫管的牌號、狀態和規格應符合表1的規定。
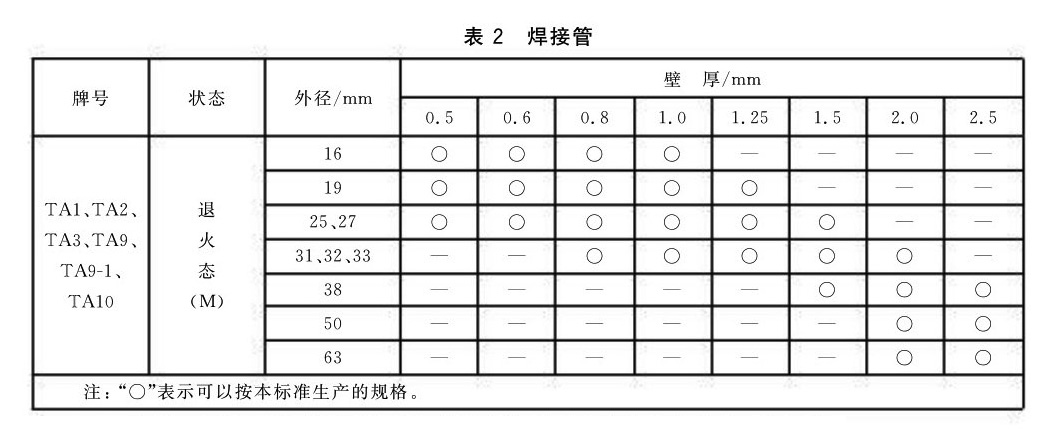
3.1.1.2焊接管的牌號、狀態和規格應符合表2的規定.
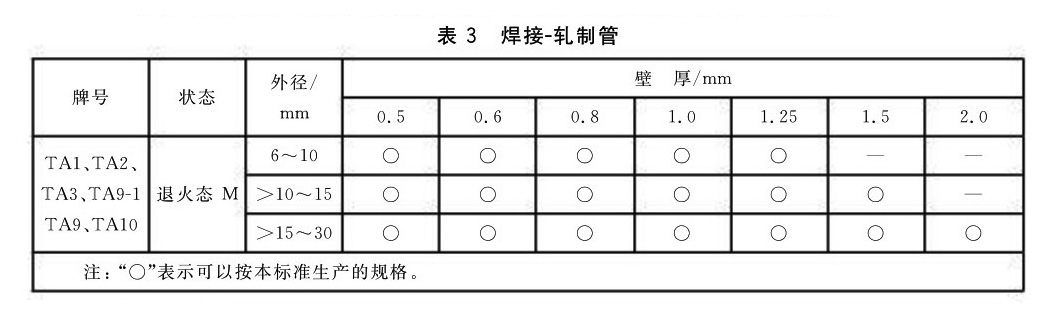
3.1.1.3 焊接-軋制法生產的鈦及鈦合金管的牌號、狀態和規格應符合表3的規定。
3.1.2 標記示例
產品標記按產品名稱、牌號、生產方式、狀態、規格、標準縮號的順序表示.標記示例如下:
示例1:
按本標準生產的TA2冷軋無縫管,退火狀態,外徑為36mm,壁厚為4mm,長度為3000mm,拆記為:
管 TA2 S MΦ36✕4✕3000 GB/T 3625-2007。
示例2:
按本標準生產的TAI焊接管,退火狀態,外徑為25mm,壁厚為0.6mm,長度為4000mm,標記為:
管 TA1 W MΦ25✕0.6✕4000GB/T 3625-2007。
示詞3:
控本標準生產的TA1焊接-軋制管·退貨狀態,外輕為19mm,暨厚為0.5mm, 長度為4000mm, 標記為:
管 TA1 WR M Φ19✕0.5✕4000 GB/T 3625-2007。
3.2 尺寸和尺寸允許偏差
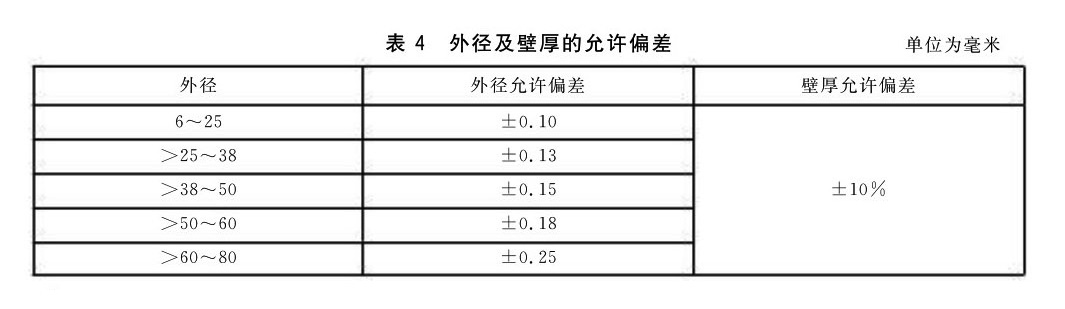
3.2.1 管材外徑及璧厚的允許偏差應符合表4的規定,管材壁厚的允許偏差不適用于焊接管的焊縫處。
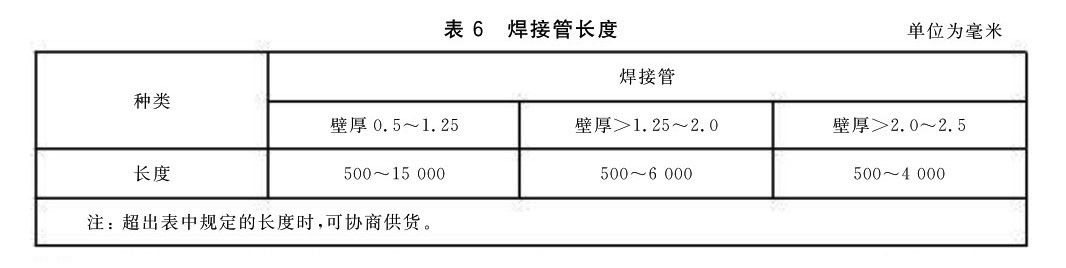
3.2.2 管材的長度應符合表5和表6的規定。

3.2.3 管材的定尺或倍尺長度應在其不定尺長度范圍內,定尺長度<6000mm時.允許偏差為+60mm,定尺長度≥6000mm時,允許偏差為+10mm。倍尺長度還應計人管材的切口最,每一切口量為5mm。
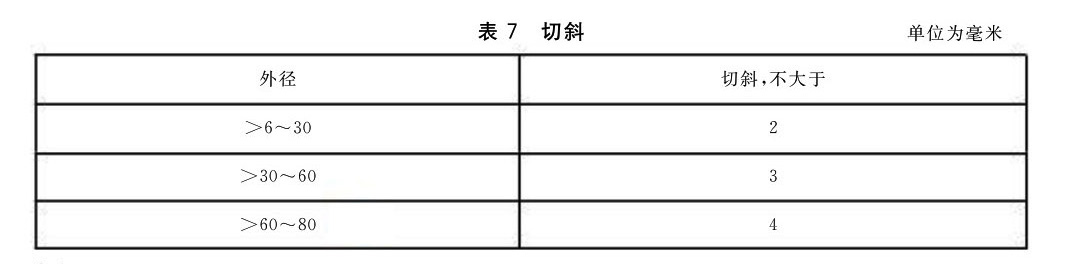
3.2.4 管材兩端應切平整,不應有毛刺,切斜應符合表7的規定。
3.2.5 管材的彎曲度應符合表8的規定。

3.2.6 管材的不圓度及壁厚不均不應超出外徑和壁厚的允許偏差。
3.3 化學成分
產品的化學成分應符合GB/T 3620.1的規定。需方復驗時化學成分允許偏差應符合GB/T 3620.2的規定。
3.4 力學性能
3.4.1 管材在供應狀態下的室溫力學性能應符合表9的規定,規定非比例廷伸強度R,在需方要求并在合同中注明時方予測試。

3.5 工藝性能
3.5.1 壓扁試驗
3.5.1.1管材應進行壓扁試驗.壓至規定的間距H時,管材表面不應出現裂紋,壓板之間的距離H按式(1)計算:
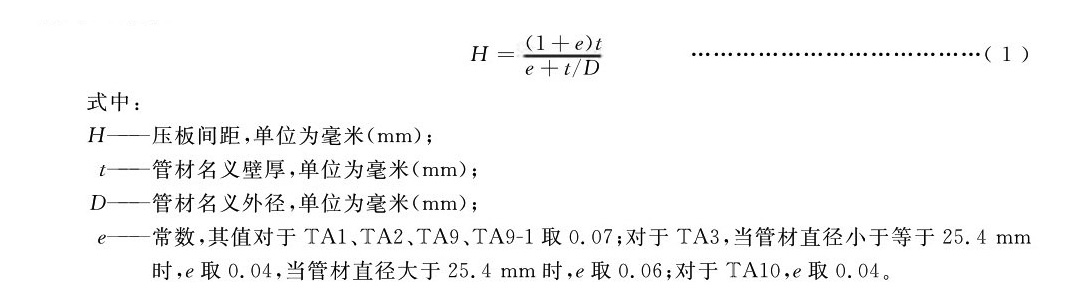
3.5.1.2 對于D/t<10的管材進行壓扁試驗時,由于幾何學的原因,在管材內表面相當于“6點鐘”和“12點鐘”的位置產生極高的應力,因此,在這些位置產生的裂紋應不作為拒收的依據。
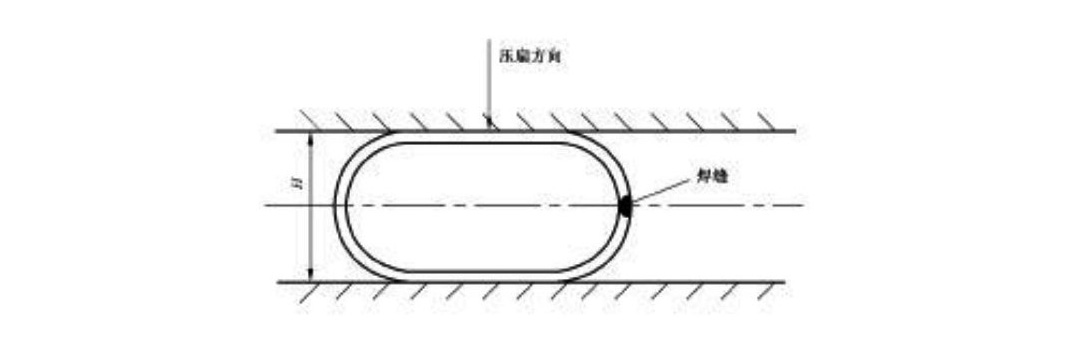
3.5.1.3 焊接管壓扁方向及焊縫位置如圖1所示。
3.5.1.4 展平試驗
焊管和焊接-軋制管應進行展平試驗.展平后試樣焊縫處不應出現裂紋。
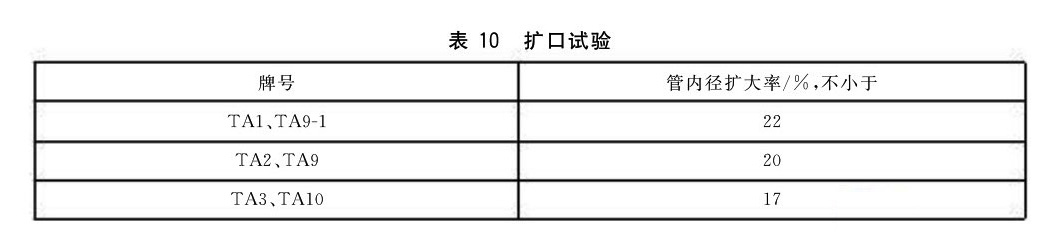
3.5.2 擴口試驗
管材應進行擴口試驗,擴口采用頂芯錐度60°的工具,擴口后試樣內徑的擴大值符合表10的規定時,試樣不得出現裂紋。
3.5.3 液(氣)壓試驗
3.5.3.1 管材應進行水壓貝氣壓試驗。需方選定的試驗方式應在合同中注明:合同未生明時由供方自行選擇。
3.5.3.2 液壓試驗時,需方選定的試驗壓力度在合同中注明。合同中未注明時,試驗壓力按式(2)
計算:
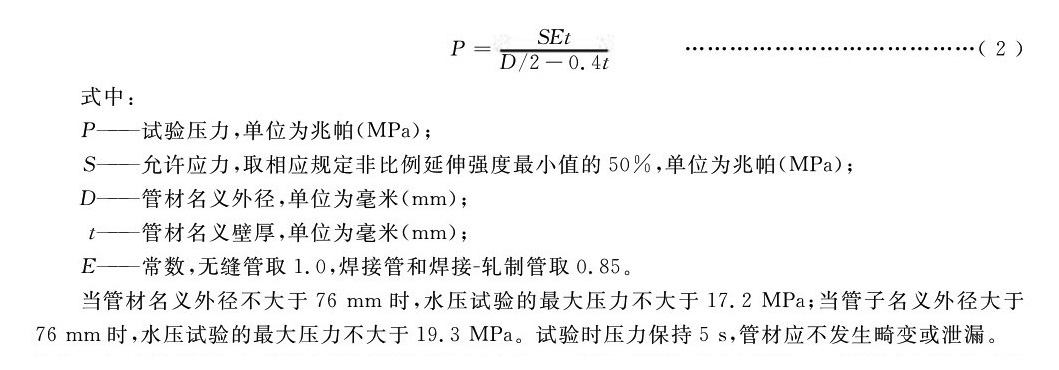
3.5.3.3 氣壓試驗時, 管材內部氣壓試驗的壓力為0.7MPa, 試驗時壓力保持5s,管材應不發生畸變或泄漏。
3.6 無損檢測
外徑為10mm~60mm的管材應進行超聲波或渦流檢驗,并應符合GB/T 12969的規定.需方選擇的檢驗方法應在合同中注明。合同中未注明時,由供方自行確定一種方法檢測。其他規格管材需進行超聲被或渦流檢驗時,由供需雙方協商。
3.7 外觀質量
3.7.1 管材內,外表面應潔凈,無裂紋,折疊、起發、針孔等目視可見的缺陷。焊接管焊處應填充充分,過渡圓滑。
3.7.2 管材表面的局部缺陷允許清除,但清除后不得使外徑和壁厚超出其允許偏差。
3.7.3 管材表面允許有不超出外徑和壁厚允許偏差的劃傷,凹坑、凸點和矯直痕跡。允許管材酸洗后存在不同的顏色。
4、試驗方法
4.1 化學成分仲裁分析方法
管材的化學成分仲裁分析按GB/T 4698進行。
4.2 力學性能檢驗方法
4.2.1 管材室溫控伸試驗方法按GB/T 228進行。
4.2.2 對于外輕不大于35mm的管材采用GB/T 228中的S8試樣;對于外徑大于35mm的管材采用S4試樣。
4.3 工藝性能檢驗方法
4.3.1 管材液壓試驗按GB/T 241進行。
4.3.2 管材氣壓試驗按供需雙方商定的方法進行。
4.3.3 管材擴口試驗按GB/T 242進行。
4.3.4 管材壓扁試驗按GB/T 246進行.
4.4 無損檢驗方法
符合GB/T 12969尺寸范圍的管材,超聲波和渦流檢驗按GB/T 12969進行。管材規格超出GB/T 12969的適用范圍時,允許采用手動超聲檢驗方法。
4.5 尺寸測量方法
管材的尺寸檢驗用相應精度的量其進行。
4.6 外觀質量檢驗方法
管材的外觀質量檢查用目視檢驗。
5、檢驗規則
5.1 檢查和驗收
5.1.1 產品由供方質檢部門檢查,保證產品質量符合本標準或合同的規定.并填寫質量證明書。
5.1.2 需方收到的產品.應按本標準的規定進行驗收,如檢驗結果與本標準的規定不符時.應在收到產品之日起三個月內向供方提出,由供需雙方協商解決,如需仲裁,仲栽取樣由供需雙方共同進行。
5.2 組批
產品應成批提交驗收,每批應由同一牌號、熔煉爐號、規格、制造方法、狀態和同一熱處理爐批的產品組成。
5.3 檢驗項目
每批產品均應進行化學成分、尺寸偏差、力學性能、工藝性能、無損檢測和外觀質量檢驗.合同中注明的檢驗項目也應進行檢驗。
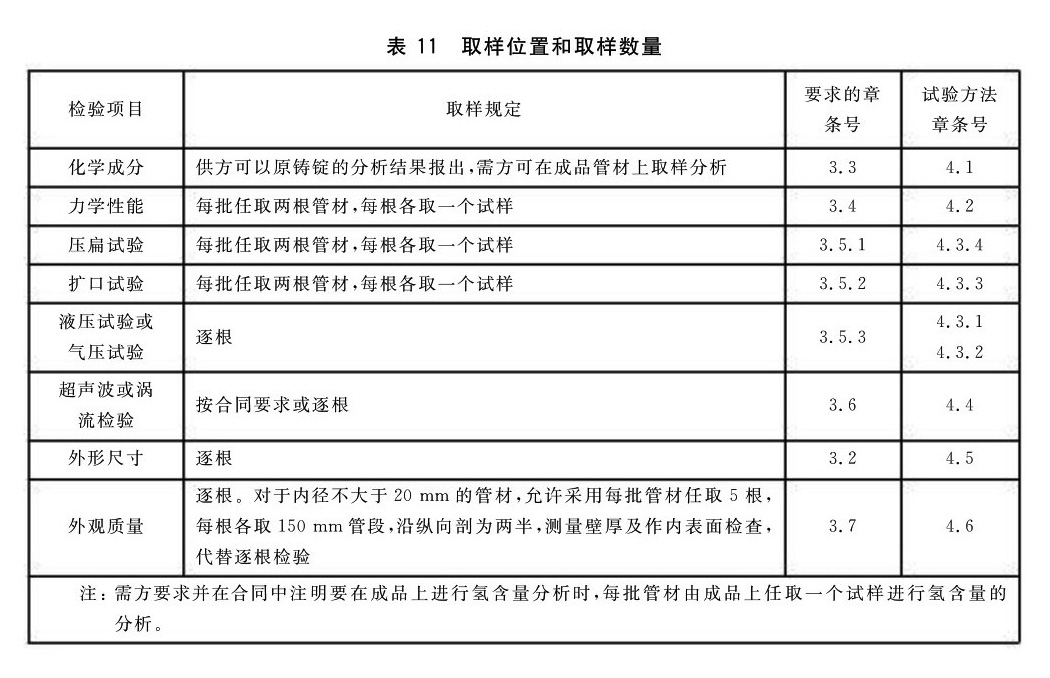
5.4 取樣位置和取樣數量
產品的取樣應符合表11的規定。
5.5 重復試驗和檢驗結果的判定
5.5.1 化學成分不合格時,判批不合格.
5.5.2 室溫力學性能檢驗、壓扁試驗,擴口試驗中,如有一個試樣檢驗結果不合格時,則從該批取雙倍試樣對不合格項目進行重復試驗,如重復試驗結果仍有一個試樣不合格時,則該批產品不合格,但允許供方逐根對不合格項目進行檢驗,合格者重新組批。
5.5.3 管材的尺寸和外形、表面質量,液壓試驗及超聲波檢驗不合格時,判單根不合格。
6、標志、包裝、運輸和貯存
6.1 標志
在檢驗合格的管材和包裝箱上應作如下標志:
a)產品牌號:
b)產品名稱:
e)供應狀態;
d)批號:
e)本標準編號。
6.2 包裝、運輸和貯存
產品的包裝、運輸和貯存應符合GB/T 8180的相關規定。
6.3 質量證明書
每批管材應附有質量證明書,其上注明:
a)供方名稱:
b)產品名稱:
c)產品牌號、規格、制造方法和狀態:
d)焙煉爐號、批號、批重和件數;
e)分析檢驗結果及質量檢驗部門印記;
f)本標準編號;
g)包裝日期.
7、訂貨單(或合同)內容
訂購本標準所列材料的訂貨單(或合同)應包括下列內容:
a)產品名稱:
b)牌號:
c)狀態;
d)尺寸規格;
e)重量或支數;
f)液壓試驗的工作壓力:
g)超聲波或鍋流檢驗:
h)本標準編號:
i)其他。