



發布日期:2019-2-13 8:03:16
以下介紹影響TC4鈦合金棒材沖擊性能的主要因素,采用兩種不同工藝路線制備φ75mmTC4鈦合金棒材,通過金相組織和力學性能分析對比,確定影響沖擊性能的主要因素。結果表明:⑴在鍛造過程中,控制變形量,變形均勻,提高片層狀α相的含量,形成有等軸α相、片層狀α相共存的組織形貌,有利于提高材料的沖擊性能。⑵控制終鍛溫度,減少α相含量,當α相含量約為50%時,有利于提高棒材的沖擊性能。
TC4鈦合金屬于(α+β)型鈦合金,其名義成分為Ti-6Al-4V,由于其兼有α型和β型鈦合金的優點,所以具有較高的比強度、熱強性、焊接性和較好的綜合力學性能,通過熱處理強化,強度可提高20%~30%,是目前應用最廣的一種鈦合金,被廣泛應用于航空、航天、石油化工等領域,其市場用量占鈦合金總消耗量的50%以上。在航天、航空領域,TC4鈦合金主要用于制造支架、框架、桁條、起落架、緊固件和管道等。本文主要針對TC4鈦合金棒材,執行GJB 391-1987標準,消除應力態,在生產過程中室溫力學性能、硬度均滿足標準要求,而沖擊性能經常出現不合格的現象進行了分析研究。生產過程執行兩種不同工藝路線,通過觀察金相組織和室溫力學性能分析對比,確定影響沖擊性能指標的主要因素,進而提高和穩定沖擊值,滿足標準要求,為本合金的批量生產提供一定參考依據。
實驗
實驗材料
實驗采用西部鈦業有限責任公司生產的三次真空自耗電弧爐熔煉的TC4鈦合金鑄錠,鑄錠經扒皮、探傷、切除冒口及錠底,錠型為φ690mm,如圖1(a)所示。其化學成分符合標準GB/T 3620.1-2007及GB/T 3620.2-2007的要求,鑄錠化學成分詳見表1。用金相法測定鑄錠的相變點為990~995℃。
實驗方法
鑄錠開坯選用β相區溫度進行加熱鍛造,先鍛制成一定尺寸的方坯,空冷、修磨后,根據2.0~2.3的高徑比進行鋸切下料,在相變點以下20~30℃范圍內分別進行鐓拔、拔長、滾圓,最后制成φ140mm棒坯,如圖1(b)所示。制成的φ140mm棒坯按以下兩種工藝路線進行生產鍛造。
工藝路線1:將φ140mmTC4棒坯在相變點以下30~40℃范圍內進行加熱,經兩火次精鍛成形,最后鍛制成規格為φ81mm的棒材。精鍛過程中嚴格控制每火次變形量≤50%,道次變形量≤12%,防止鍛造過程中形成變形熱對材料的組織產生影響。鍛制后的φ81mm棒材經過800℃/90min空冷處理后,經扒皮、拋磨、鋸切后制成φ75mm的成品光棒。
工藝路線2:將φ140mmTC4棒坯在相變點以下50~60℃范圍內進行加熱,一火精鍛成形,最后鍛制成規格為φ81mm的棒材。精鍛過程中嚴格控制道次變形量,每道次變形量≤12%,防止變形熱影響。鍛制后的φ81mm棒材經過800℃/90min空冷處理后,經扒皮、拋磨、鋸切后制成φ75mm的成品光棒。
分別從φ140mm棒坯和兩種不同工藝路線生產的φ75mm棒材切取長度約10mm的試樣,試樣表面通過車床平面見光后,用配置的酸(V氫氟酸∶V硝酸∶V水=1∶3∶5)腐蝕試樣表面,金相顯微鏡觀察高倍組織,進行分析對比。按照GJB 391-1987標準要求對成品φ75mm棒材同樣截取試樣,做室溫力學性能、硬度、沖擊實驗。
表1 TC4鈦合金化學成分(質量分數,%)

主要成分 雜質元素,不大于元素名稱 Al V Fe O C N H Si上6.32 4.06 0.127 0.16 0.015 0.010 0.001 0.010中6.20 4.00 0.133 0.16 0.018 0.010 0.001 0.010下6.33 4.11 0.137 0.16 0.017 0.010 0.001 0.010
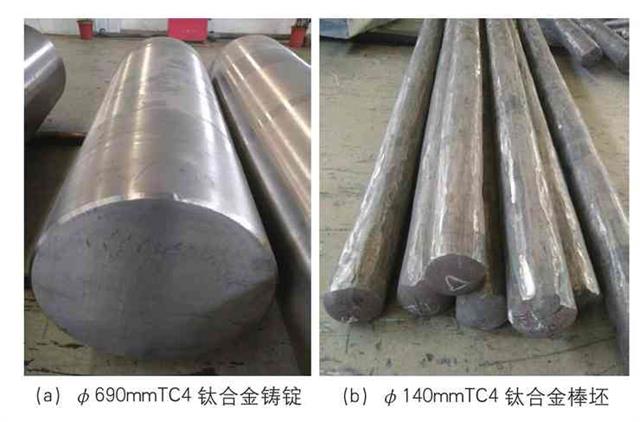
圖1 TC4鈦合金φ690mm鑄錠及φ140mm棒坯
實驗結果和分析
顯微組織分析
圖2為φ140mmTC4棒坯高倍組織,由圖2可以看出棒坯的金相組織形狀不一分布不均,具有一定的流向性。晶粒尺寸在20~120μm范圍內,有長條α相,部分等軸α相,小部分大塊α相。
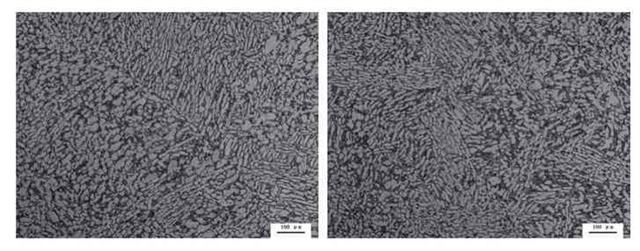
圖2 φ140mmTC4棒坯金相組織(100×)
圖3為工藝路線1鍛制的φ75mmTC4精鍛棒材高倍組織,由圖3可以看出金相組織分布均勻,沒有流線形成,有等軸α、片層狀α,α相基本已等軸化,晶粒尺寸平均在9~40μm 范圍內,約90%的α相尺寸大小一致,α相含量約50%。
圖4為工藝路線2鍛制的φ75mm精鍛棒材高倍組織,由圖4可以看出金相組織分布較均勻,有等軸α相、長條α相,晶粒尺寸平均在13~50μm范圍內,α相含量約70%。
對比圖2、圖3、圖4可以看出,圖2的高倍組織最差,晶粒尺寸大,組織差異性較大,分布雜亂,流線明顯,說明變形量不夠,變形過程不均勻;圖3的組織大小差異最小,分布均勻,無流線存在,等軸化程度最好,基本全部實現等軸化;圖4同圖3一樣組織大小差異性較小,分布較均勻,等軸化程度較圖3差,有長條α相存在,α相含量較圖3相對較多,局部有塊狀α相存在。
力學性能分析
工藝路線1和工藝路線2兩種不同路線鍛制的φ75mm精鍛棒材力學性能如表2所示。從表2可以看出兩種工藝路線鍛制的棒材室溫力學性能數據差異較小,路線1和路線2室溫力學性能均高于標準要求,路線1的強度略高于路線2的強度,塑性略低于路線2的塑性,布氏硬度基本一樣,但是路線2的沖擊值低于標準,不滿足標準要求,路線1的沖擊值滿足標準要求。綜合兩種工藝路線數據表明,工藝路線1在其他性能指標同路線2相當的前提下,沖擊值達到標準要求。
通過兩組不同工藝路線對比實驗可以看出,工藝路線1經過兩火精鍛,道次變形量小,變形均勻,顯微組織均勻分布,等軸化程度好,終鍛溫度較高,α含量較低,有等軸α相、片層狀α相共存,沖擊值較高。工藝路線2采用一火精鍛,道次變形量大,坯料內外變形呈現不均勻化,顯微組織沿徑向分布存在差異,有等軸α相、長條α相共存,終鍛溫度較低,α含量較高,沖擊值較低。經分析認為變形量大,變形不均勻,形成等軸α相、長條α相共存的組織形貌,終鍛溫度低引起α含量較高,是造成沖擊性能低的主要因素。為了提高沖擊性能,應該減小變形量,減少長條α相含量,增加片層狀α相的含量,控制終鍛溫度,減少α相含量。
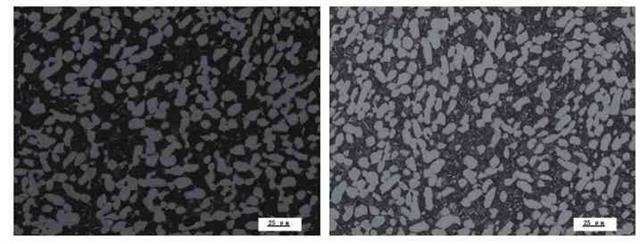
圖3 工藝路線1鍛制的φ75mmTC4棒材金相組織(250×)
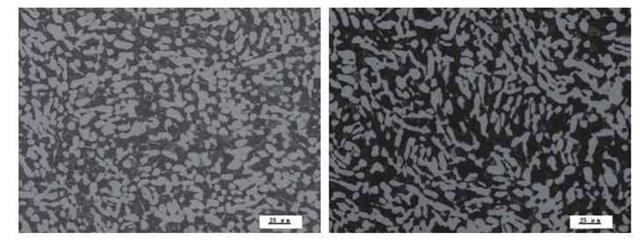
圖4 工藝路線2鍛制的φ75mmTC4棒材金相組織(250×)
表2 兩種不同工藝路線生產的φ75mmTC4鈦合金棒材室溫力學性能
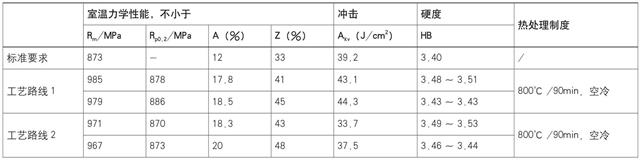
室溫力學性能,不小于 沖擊 硬度熱處理制度Rm/MPa Rp0.2/MPa A(%) Z(%) Akv(J/cm2) HB標準要求 873 - 12 33 39.2 3.40 /985 878 17.8 41 43.1 3.48~3.51工藝路線1 800℃ /90min,空冷979 886 18.5 45 44.3 3.43~3.43 971 870 18.3 43 33.7 3.49~3.53工藝路線2 800℃ /90min,空冷967 873 20 48 37.5 3.46~3.44
結論
⑴在鍛造過程中,控制變形量,變形均勻,提高片層狀α相的含量,形成有等軸α相、片層狀α相共存的組織形貌,有利于提高材料的沖擊性能。
⑵控制終鍛溫度,減少α相含量,當α相含量約為50%時,有利于提高棒材的沖擊性能。